
国際特許分類[B65B35/24]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 包装される物品の繰出し,供給,整列または方向づけ (821) | 単一物品の供給,例.移送 (227) | 無端帯またはチェーンによるもの (67)
国際特許分類[B65B35/24]に分類される特許
1 - 10 / 67
カートン用印字装置
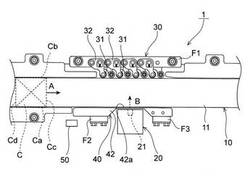
【課題】カートンに精度良くかつ高速で印字することができるカートン用印字装置を提供する。
【解決手段】カートン用印字装置1は、カートンCを搬送する搬送部10と、搬送部10に隣接して設けられ、搬送中のカートンCの一方の側面に印字する印字部20と、カートンCの搬送経路を介して印字部20の反対側に設けられ、搬送中のカートンCの他方の側面を印字部20側に押圧する押圧部30と、印字部20の近傍に固定され、押圧部30によって押圧されたカートンCの一方の側面を所定位置で支持する支持部40とを備える。押圧部30によって搬送中のカートンCの他方の側面を印字部20側に押圧することにより該搬送中のカートンCの一方の側面を支持部30によって所定位置で支持しながら、印字部20によって該搬送中のカートンCの一方の側面に印字する。
(もっと読む)
物品投入装置

【課題】物品を一定の姿勢で袋体に投入できるとともに、袋体が破損することなく物品を投入できる物品投入装置を提供することにある。
【解決手段】物品投入装置10を、袋体100を位置決めする袋体位置決め手段12と、袋体100の開口部102を開放する開放手段14と、物品110が摺動可能に支持される支持体18と、支持体18を垂直方向に起立させる図示しない回動手段と、物品110が落下しないように規制するストッパー22と、袋体100の開口部102に支持体18を挿入する摺動部材25と、ストッパー22による規制を解除するモータ26と、物品110の上端を下方へ押圧する押し下げ体28と、を備えている。
(もっと読む)
耳折り装置
【課題】処理の高速化に対応しながら耳部をきれいに折り曲げる。
【解決手段】耳折り装置10は、ピロー包装体XA1の耳部を折り曲げる装置である。この耳折り装置10は、耳部を側方に向けてピロー包装体XA1を搬送する搬送用フィンガーコンベア15と、この搬送用フィンガーコンベア15によって搬送されるピロー包装体XA1の側方において、当該ピロー包装体XA1の耳部の上方に位置し、搬送方向と平行に配置された一対のガイド片44と、これら一対のガイド片44の幅方向の外側において、ピロー包装体XA1と共に搬送方向に走行しつつ、当該ピロー包装体の耳部の下方から当該耳部を押しながらガイド片44の下端縁より上方に上昇し、ガイド片44を支点として耳部を折り曲げる曲げ動作をする耳押し部材42と、を備えている。
(もっと読む)
間歇走行するカップの開口面の仮シール装置
【課題】 本発明は、間歇走行する食材充填カップの開口面を仮シール止めするための間歇停止時間を短縮して、カップ食品の包装ラインを高速にして能率化し、また設備を簡素にして廉価とし、メンテナンスを容易にする仮シール装置を新規に提供することにある。
【解決手段】 本発明は、リテーナーコンベア上に設ける仮シール手段にて間歇停止時に吊下げカップの開口面にシール蓋を被せ当てして仮シール止めするに当って、該カップを仮シール位置に押上げ且つ下支え降下させる山形をした傾斜ガイドを該リテーナーコンベア下に設け、該リテーナーコンベアの走行にて該カップを仮シール手段位置に押上げて仮シールし、仮シールを終えた該カップを下支え下降させることにより仮シールのための間歇停止時間を短縮して該リテーナーコンベアの間歇走行を高速化し、且つ該リテーナーコンベアの各カップの吊下げ穴に設けるべきシール蓋のズレを防止する案内枠を仮シール時に該カップを挟み支えする保持手段に開閉する半割輪形体にて唯一に設けたことにある。
(もっと読む)
横型製袋充填包装機
【課題】簡易な構成でコストを増やすことなく、機械運転中に、供給コンベヤのプッシャアタッチメントのプッシャ部を監視し、脱落や取付けの誤りを確実に検出し、包装不良の発生を未然に防ぐ機能を備えた横型製袋充填包装機の提供。
【解決手段】プッシャアタッチメント9のプッシャ部11を探知できる位置に配設され、従来は調整運転時以外には使用されていなかった供給原点センサ13を用いて、機械運転中に供給コンベヤ7のプッシャアタッチメント9のプッシャ部11を監視し、脱落や取付けの誤りを確実に検出し、包装不良の発生を未然に防ぐ。
(もっと読む)
カートニングマシン及び被収容物入りカートンの製造方法
【課題】被収容物が収容されていないカートンが流通してしまうことを阻止する。
【解決手段】カートニングマシンは、カートンCを搬送するカートンコンベア31と、カートンコンベア31に沿って被収容物Rを搬送する被収容物コンベア21と、被収容物RをカートンCに挿入する挿入装置41と、被収容物RのカートンCへの挿入完了地点EPよりも上流側に設けられてカートンC及び被収容物Rの検知を同時に行う相互検査センサ51と、仮想直交線VSLから挿入完了地点EPまでのカートンCの有無を検知するエリアセンサ55と、一旦停止した後はエリアセンサ55でカートンCが無いことが検知されるまではカートンコンベア31及び被収容物コンベア21の再起動を許可しない制御をする制御装置とを備える。而して、カートンCに対応する被収容物Rが被収容物コンベア21に存在しない状態でラインが稼働することを確実に回避できる。
(もっと読む)
シート状電極の製袋自動包装機
【課題】ロール状フィルムから1枚ずつ製作されるセパレータとしての袋にシート状電極を自動的に封入することができる生産効率の高い製袋自動包装機を提供すること。
【解決手段】ロール状包装用フィルムから一枚ずつの袋(g)を製作する製袋部10と、多数の小穴が形成されたベルトの下面に真空吸引器を配置した搬送ベルトコンベア38と、製袋部の切り離し用ベルトコンベア27上の袋を搬送ベルトコンベア38上に間欠移送する受け渡し用ベルトコンベア48と、供給されるシート状電極(m)を収めて袋(g)に挿入する多数のガイド70を夫々進退及び左右に開閉自在に設け、搬送ベルトコンベア38のベルトと同期して間欠回転するガイドベルトなどの外周に各ガイドのベース63を取り付けたガイドトラック60と、シート状電極(m)が収納された袋(g)の開口部(h)近くの所定箇所にポイントシールを施すポイントシール手段80とからなる。
(もっと読む)
難保形性食用油脂製品の供給装置及び供給方法
【課題】板状の難保形性食用油脂製品がベルトコンベアを介して、包装機に位置精度よく連続的に移載する難保形性食用油脂製品の供給装置や供給方法を提供する。
【解決手段】難保形性食用油脂製品3を当該複数のベルトコンベア装置4、5、6によって、前記包装機に供給する供給装置であって、切断機によって切断されていて、前記ベルトコンベア装置4、5によって搬送されてきた前記難保形性食用油脂製品の位置調整が行われる位置調整用のベルトコンベア装置6が前記包装機の直前に配備されていると共に、当該位置調整用のベルトコンベア装置6によって、前記包装機7の方向に向けて搬送される前記難保形性食用油脂製品3を、前記包装機7に搭載されている包装シート上に、所定の向き及び位置と、所定の間隔で供給する、移載位置補正機構が当該位置調整用のベルトコンベア装置6に付設されている難保形性食用油脂製品の供給装置と供給方法。
(もっと読む)
供給装置
【課題】適切なタイミングで物品を供給する。
【解決手段】供給装置10は、冷菓XA1を搬送するバケットコンベア2の搬送面3aの上方に、バケットコンベア2の流れ方向と交差するように配置される環状の第一のベルト13と、この第一のベルト13からバケットコンベア2の搬送面3aに突出するように設けられ、第一のベルト13が走行することによって、バケットコンベア2の搬送面3a上の冷菓XA1を押し進める押し部材16と、を備えている。第一のベルト13は、バケットコンベア2の下流側に近付く方向で、かつバケットコンベア2の搬送面3aの側方に配置されるフィンガーコンベア4の方向に傾けた方向に走行する進行領域13aを有する。
(もっと読む)
選果システム
【課題】表面が柔らかい青果物でも容易に箱詰めできる選果システムを提供する。
【解決手段】青果物6を載置した載置台5を上流側から下流側に搬送する主搬送手段が備えられ、主搬送手段には上流側から青果物6を載置台5上に載せる載置工程と、前記青果物6の品質を測定する品質計測工程と、前記品質計測工程の測定結果から等級や階級別に青果物6を選別してパック詰めするパック詰め工程とが設けられる選果システムにおいて、パック詰め工程は、主搬送手段の下流部で等級や階級別に分岐して搬送する複数の選別ライン30が設けられ、各選別ライン30の側方には、載置台5上に載置された青果物6のがく片側を吸着してパック48まで搬送し、整列させて吸着を解除してパック48内に詰めるパック詰めロボット33を備えるものとする。
(もっと読む)
1 - 10 / 67
[ Back to top ]