
国際特許分類[B65B37/18]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 包装されるための流動性固体,可塑性または液体材料またはばらばらの多数の小物品の繰出しまたは供給 (338) | 測定された量だけ貯蔵物から分離すること (115) | 重量測定によるもの (61)
国際特許分類[B65B37/18]に分類される特許
1 - 10 / 61
計量装置
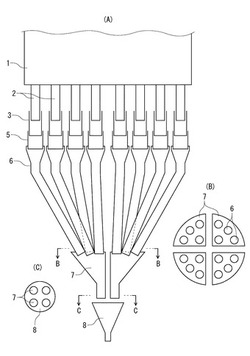
【課題】 高速運転を可能とする計量装置を提供することを課題とする。
【解決手段】貯留ホッパ1から供給される被計量物を計量する複数の計量ホッパ5と、複数の計量ホッパ5を複数のグループに区分し、グループ毎に対応して設けられてそのグループ内に属する各計量ホッパ5から排出される被計量物を受け取る複数の一次ホッパ7と、各グループの一次ホッパ7から排出される被計量物を受け取る二次ホッパ8と、各計量ホッパ5、各一次ホッパ7、二次ホッパ8にそれぞれ設けられた開閉なシャッタと、これらの開閉シャッタを制御する制御手段とを備え、制御手段は、各グループについて該グループに属する複数の計量ホッパ5のうち計量が終了した計量ホッパ5から順次開閉シャッタを開放して一次ホッパ7に被計量物を排出するとともに、被計量物が供給された順に一次ホッパ7のシャッタを開放して被計量物を二次ホッパ8に排出するように各開閉シャッタを制御する。
(もっと読む)
ナノ材料秤量包装装置

【課題】圧力制御された複数の区画でナノ材料の秤量・包装および容器の洗浄を分担して行うことにより、作業者のナノ材料からの暴露危険性を低減するナノ材料秤量包装装置を提供する。
【解決手段】ナノ材料を秤量して包装容器に充填する区画Aと、前記区画Aから移送された包装容器の外側を洗浄する区画Bと、前記区画Bから移送された包装容器を保管する区画Aと、前記各室間を仕切る仕切壁と、前記各室と調整弁を介してダクトで接続され各室を陰圧に保つ吸引ファンと、各室の圧力を区画A<区画B<区画Aに保つように前記ダクトの調整弁を制御する制御装置を備えたことを特徴とする。
(もっと読む)
ポリシリコン砕片を配量し包装するための方法および装置ならびに配量および包装ユニット
【課題】公知先行技術における問題を解決する。
【解決手段】ポリシリコン破片を配量し包装するための方法において、ポリシリコン破片の製品流を、搬送トラフを介して搬送し、少なくとも1つの篩を用いて粗い破片と微細な破片とに分離し、配量秤量機を用いて秤量し、目標重量にまで配量し、排出トラフを介して導出し、包装ユニットへと搬送し、該包装ユニットにおいて、ポリシリコン破片を第1のプラスチックバッグに充填し、該第1のプラスチックバッグを閉鎖し、ポリシリコン破片を有する該プラスチックバッグを、成形機を用いて成形した別のプラスチックバッグ内に包装し、次いで該別のプラチックバッグを溶接し、少なくとも1つの篩と、配量秤量機とが、表面に少なくとも部分的に硬質合金を有しており、プラスチックバッグを成形する成形機が、耐摩耗性のコーティングを有している。
(もっと読む)
固形物充填方法
【課題】
反転動作をすることなく固形物を容器内に移し替えることができ、装置を簡素化することができると共に、迅速かつ容易に充填することができる固形物充填方法を提供する。
【解決手段】
本発明の固形物充填方法は、筒体8を、走路1上を滑動するようにして搬送するコンベア2にあって、搬送の過程において、筒体8の上端開口部81を介して筒体8内に固形物bを投入する第1の工程と、筒体8内に投入された固形物bの質量を計量する第2の工程と、走路1の一部を退避させて筒体8の下端開口部82を開放し、該下端開口部82の下方に位置する容器9の中に固形物bを落下して充填させる第3の工程とを備えているものである。
(もっと読む)
粉粒体小分け計量装置および粉粒体小分け計量方法
【課題】 粉粒体小分け計量装置の省スペース化を図り、粉粒体の排出速度を保ちつつ、切り出し精度を向上させる。
【解決手段】粉粒体を攪拌する攪拌部3と、攪拌部3と連通し、水平に設けられる大型スクリューフィーダ41と、大型スクリューフィーダ41と連通する大吐出口415と、大吐出口415を自在に開閉する大吐出口開閉弁であるシャッター416と、大型スクリューフィーダ41の下にバイパス43を介して連通して併設される小型スクリューフィーダ42と、小型スクリューフィーダ42と連通する小吐出口425と、を備え、大型スクリューフィーダ41を作動させることにより粉粒体排出の大出しを行い、定量値に近付くとシャッター416を閉じるとともに小型スクリューフィーダ42を作動させることにより粉粒体排出の小出しを行う。
(もっと読む)
袋詰め包装機における被包装物充填装置及び充填方法
【課題】被包装物の性状の変化に応じて重量式制御とパルス式制御を切り替えることにより、充填精度の向上と生産性向上とのバランスを図り、従来に比して効率の良い被包装物の充填装置及び充填方法を提供する。
【解決手段】回転テーブル13に複数組のグリッパー15を備えた間欠移送式縦型袋詰め包装機。充填ステーションIVにはオーガ式充填装置17と、チャック29と計量器31とを備えた第1掴み替え計量装置を配置する。計量ステーションVにはチャック39と計量器41とを備えた第2掴み替え計量装置37を配置する。第2掴み替え計量装置により計量した袋の重量が予め定めた範囲内である場合には、次に充填ステーションへ移送される袋への充填量は、第1掴み替え計量装置を駆動せず、オーガスクリューを回転させるサーボモータから発するパルス数に基づいて制御し、予め定めた範囲内でない場合には、第1掴み替え計量装置を駆動し、その計量器で実際の充填量を計量して充填量を制御する。
(もっと読む)
組み合わせ秤及び計量包装システム
【課題】電源投入による運転開始時に、包装装置の予熱が終了するまでの待機時間を有効に利用して、可動部の異常点検等を行うことができる組み合わせ秤及び計量包装システムを提供する。
【解決手段】組み合わせ秤11において複数の計量ホッパ29で計量された被計量物Mの組み合わせを選択し、所定値となるように組み合わされた物品を次工程の包装装置12に送出して、その包装装置12において被計量物Mを包材P内に包装する。組み合わせ秤11の電源投入時に、ダミー運転のモードを設定するとともに、包装装置12の予熱を開始させる。ダミー運転モードの設定中に、包装装置12から予熱の終了信号を受信したとき、ダミー運転モードを停止させるように制御する。
(もっと読む)
製袋充填装置および製袋充填方法
【課題】計量された被充填物をシュート部材に投入して落下させ、シュート部材の下方に位置する包装材に充填するときの落下距離に係るロスタイムを少なくして生産効率の向上を図ることができる製袋充填装置を提供する。
【解決手段】包装材Sは筒状の投入シュート7の外面に沿って筒状に送られ、重ね部を縦シール手段11でシールされ、投入シュート7の下側開口7cの下方で横シール手段により下側の横シール部が形成される。この時点で既に計量装置5により計量された被充填物は投入シュート7に投入されてその下端部内方にシュート開閉手段17により貯留されている。下側の横シール部が形成されると、シュート開閉手段17が動作して投入シュート7の下側開口7cが開放され、被充填物が落下・充填される。被充填物の落下距離は、投入シュート7の上端からのTaではなく、Tbとなる。
(もっと読む)
製袋充填装置
【課題】計量ユニットの位置にかかわらず被充填物の落下速度のムラを是正して製袋機側の高速化とのマッチングを図れ、計量ユニットの増加によるさらなる高速・効率化にも対応できる製袋充填装置を提供する。
【解決手段】計量装置3の各計量ユニット15から落下した被充填物としての茶葉Tはベルト搬送手段21、23により強制的に搬送されて中央部で受渡用ホッパ25に落下する。受渡用ホッパ25の下方には外周面に収容凹部63を有する回転体41を備えた回転移送手段7が設けられ、受渡用ホッパ25からの茶葉Tは収容凹部63に収容された状態で回転移送され、略90°回転した位置で放出されて製袋機9のシュート部材65に投入される。
(もっと読む)
計量包装システム
【課題】 被計量物が冷凍食品等のように温度の上昇によってその状態が変化するものであっても、包装機のフィルムロールの交換のための運転の停止時に、状態が変化する被計量物の量を少なくすることができる計量包装システムを提供する。
【解決手段】 供給装置10と組合せ秤1と包装機2とを備え、包装機2は、フィルムロール30のフィルムの残量が所定量になったときに組合せ秤1へ包材終了予告信号を送信するように構成され、組合せ秤1は、包装機2から包材終了予告信号を受信した後、包装機2へ被計量物を排出するたびに、組合せ秤1内に存在する被計量物の総重量である組合せ秤内重量を算出するとともに、フィルムを使い終わるまでに生産可能な最大個数の包装品を生産するために必要な被計量物の重量である必要重量を算出し、組合せ秤内重量が必要重量以上になったときに供給装置10に対し被計量物の供給を停止させるように構成されている。
(もっと読む)
1 - 10 / 61
[ Back to top ]