
国際特許分類[B65B57/02]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 自動制御,検査,警報または安全装置 (658) | 結束または被包材料,容器または包装体の欠如,存在,異常な繰出または置き違えに応答するもの (279)
国際特許分類[B65B57/02]の下位に属する分類
さらにそのような材料,容器または包装体の繰出しの制御または停止の作動をするもの (24)
さらに包装される物品または材料,の繰出しの,制御または停止の作動をするもの (3)
さらに全体として機械の停止または速度制御作動をするもの (2)
国際特許分類[B65B57/02]に分類される特許
241 - 250 / 250
熱可塑性接着剤検査装置及び検査方法
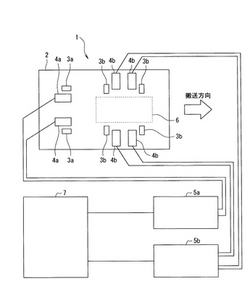
【課題】熱可塑性接着剤の塗布異常を速やかに検出して、熱可塑性接着剤が正常に塗布されていない箱体が搬出されることを防止することができる熱可塑性接着剤検査装置及び検査方法を提供する。
【解決手段】熱可塑性接着剤検査装置1は、箱体成形装置2において、箱体成形装置2によって成形される箱体6に塗布された熱可塑性接着剤40及び41に光を照射する光源装置3a及び3bと、熱可塑性接着剤40及び41からの反射光を撮像する撮像装置4a及び4bと、撮像装置4a及び4bから送られてきた画像データを処理し、規定値と比較することにより、前記熱可塑性接着剤40及び41が正常に塗布されているかを判定する画像処理装置5a及び5bとを有する。
(もっと読む)
リテーナーコンベアに吊下げ走行するカップの熱シール閉塞の良,不良の検知方法とその装置

【課題】 本発明は連続充填包装ラインにおける熱シールの良,不良判定を正確に行うことのできる検知方法および装置を新規に提供することを解決する課題とするものである。
【構成】 本発明はリテーナーコンベアにて吊下げ走行するカップの食材充填後にシール蓋を該カップの上部開口端に被せ当てして熱シール閉塞するようにした際の熱シール閉塞の良,不良の検知方法であって、熱シール閉塞に伴う加熱膨張によりシール蓋が中心を高にして円曲形に膨らんでいる間に熱シール不良時の空気漏れを促進するように押体によりシール蓋を押圧した後、該カップの高さ位置を規制したうえで、センサー付の検知板でシール蓋を押し、シール蓋の膨らみ高さを測定してシール状態の良,不良を検知するようにしたことを特徴とするリテーナーコンベアに吊下げ走行するカップの熱シール閉塞の良,不良の検知方法にある。
(もっと読む)
包装機
【課題】シート包装紙の包装位置への送り込みに際して該送り込み方向に対する向きがずれても向きを修正して送り込むことができる給紙装置を備えた、シート包装紙を用いる包装機。
【解決手段】シート包装紙送出手段と上流側受け継ぎ移送手段と下流側受け継ぎ移送手段とからなる。上流側受け継ぎ移送手段は、フリーロールを最上部シート包装紙に押し付けてシート包装紙を移送する。下流側受け継ぎ移送手段は、一対のストッパと、各ストッパの上流近傍を吸引保持する一対の吸い口と、各側のストッパと吸い口を一体に支持して移動する手段とを有し、吸い口で最上部シート包装紙を吸引保持して包装部に移送する。シート包装紙の先端が下流側受け継ぎ移送手段により受け継がれる位置に到達したことをセンサが検知したら、フリーロールによるシート包装紙の押し付けを解除し、かつ、センサの検知から僅かな時間送れて吸い口が最上部シート包装紙を吸引保持する。
(もっと読む)
シールチェック装置及びシールチェック方法
【課題】 高速処理化を維持しつつ検査の信頼性を向上することができるシールチェック装置及びシールチェック方法を提供する。
【解決手段】 搬送面に対して垂直方向に延びる遮光式のラインセンサにより、包装袋Xの搬送方向に沿う厚みHLを検出する。そして、所定周期Δtで前記厚みHLをサンプリングし、前記周期Δtに相当する包装袋Xの搬送量ΔLと各サンプリング時に入力した厚みHLi(i=1〜n)との積の総和を求めることで断面積SLを演算する。次いで、この断面積SLと予め設定された基準断面積とを比較して、シール不良を判定する。
(もっと読む)
材料帯上の開封テープを確認するための方法及び装置
材料帯(12)の長手方向に延在する開封テープ(11)の正確な配設に関して材料帯(12)、特にフィルム帯の点検をするため、超音波センサが、特に一方では超音波送信機(18)が、他方では超音波受信機(19)が使用される。これらのセンサは、場合によっては焦点合わせされた超音波が、特に開封テープ(11)の領域に整向されているように、材料帯(12)の向かい側に配設されている。開封テープ(11)が存在しない場合、相応の信号が超音波受信機(19)によって発生させられる。 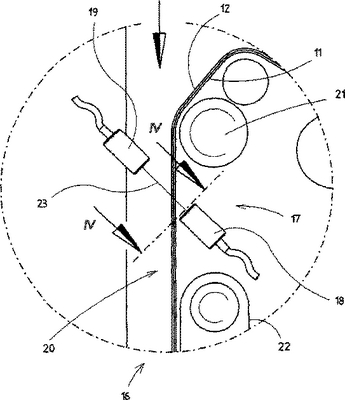 (もっと読む)
(もっと読む)
容器の検査方法及び装置
【課題】可撓性容器内のエア混入過多の検査と可撓性容器の密封不良の検査とを単一の手法によって同時に行うことができ、可撓性容器を生産ライン中で連続して全数検査可能とするとともに、高い検査精度を得ることができる新規な容器の検査方法及び装置を提供する。
【解決手段】可撓性容器内に液体が充填された被検査物における前記容器の密封不良と容器内のエア混入過多を検査するに際して、前記被検査物を密閉容器内に収容し、該密閉容器内の空気を吸引して前記被検査物の容器外壁を膨大させるに十分な減圧を行うとともに、前記容器外壁の膨大寸法を測定し予め設定した閾値と比較して容器の良否を判定する。
(もっと読む)
直径測定デバイス
フェルールクリンプ(80)によりカン(10)に取り付けられる吸入カンバルブ(30)のうち、無機能の可能性のある吸入カンバルブ(30)の検出方法であって、直径測定手段(230)に対して所定の測定高さにカン(10)を保持するために配置されるカン治具(220)内にカン(10)を配置し、所定の高さでフェルールクリンプ(80)の直径を測定し、測定されたクリンプの直径を、容認されるべき所定の間隔と比較し、もし測定された直径が所定の間隔を外れる範囲にあれば、吸入カンバルブ(30)を無機能の可能性のあるものとして判別するステップを有している方法。また、基部(210)と、上記基部(210)により支持される直径測定手段(230)と、上記基部(210)により支持されるカン治具(220)であって、上記直径測定手段(230)に対して所定の測定高さで、その内部にカン(10)を保持するように構成されたカン治具(220)と、を有しているクリンプ直径測定デバイスも提供される。 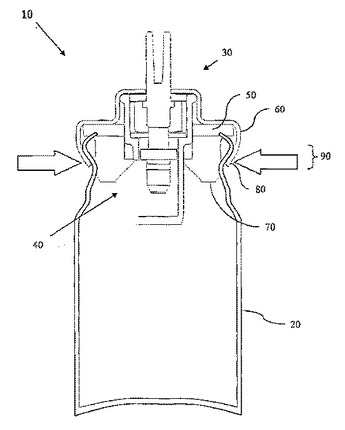 (もっと読む)
(もっと読む)
ブリスター包装のための検査システム
ブリスター包装のシール領域および/または容量充填レベルを検査するための検査システムであって、この検査システムは、画像ピックアップデバイスを備え、そして画像ピックアップデバイスを提供する工程;この画像ピックアップデバイスの視野範囲に、上記ブリスター包装を、それに付着したカバーとともに提示する工程;上記シール領域を画像化して、上記シール領域のグレーレベルを決定し、そしてこの画像化されたグレーレベルを、所定のグレーレベル値と比較する工程;ならびに、上記画像化されたグレーレベルが上記所定のグレーレベル値と実質的に同じである場合にブリスター包装検査を合格とするか、または上記画像化されたグレーレベルが上記所定のグレーレベル値と実質的に同じでない場合にブリスター包装検査を不合格とする工程、を包含する。 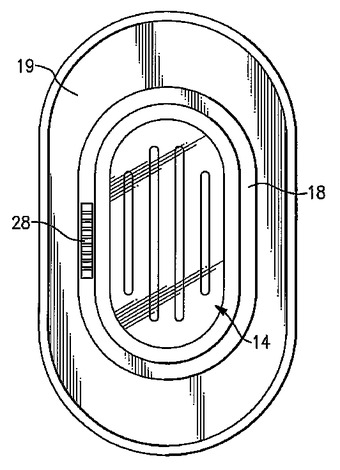 (もっと読む)
(もっと読む)
シールされた容器の密閉完全性を製造工程中に測定するシール力モニタ装置、システム及びその方法
絶対力単位に変換される1つ以上のシール力シグナルを利用してシールされた容器の密閉完全性を測定するための方法、装置及びシステムが開示されており、量的パラメータを使用し、且つ、検査可能な方法を提供している。シール力シグナルは、複数のデータ収集チャンネルにおいて測定され、機械のセットアップ及び故障対策を容易にするために、オペレータが個々に使用可能又は不可にすることができる。ユーザー・インタフェースは容器のシール工程中に加えられたシール力及び生産ラインにおける複数の容器のシール機械の状態に関する概要情報を示す表示画面を提供する。  (もっと読む)
(もっと読む)
(シガレット)パケットの製造方法と装置
プリント媒体すなわち選択的に複数回折り曲げられたクーポンがパックの設計に応じてパックに付与される、パッカーによってシガレットパックを製造すること。前記クーポンは、クーポン製造装置によって製造され、充填ステーションにおいて容器に配備され、需要に応じてカートに貯蔵されたり、パッカーに配送される。関連する機構とユニットが中央制御ユニットに接続され、製造すべきクーポンの量を製造すべきパックの量に応じて決定する。 (もっと読む)
241 - 250 / 250
[ Back to top ]