
国際特許分類[B65B57/02]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 自動制御,検査,警報または安全装置 (658) | 結束または被包材料,容器または包装体の欠如,存在,異常な繰出または置き違えに応答するもの (279)
国際特許分類[B65B57/02]の下位に属する分類
さらにそのような材料,容器または包装体の繰出しの制御または停止の作動をするもの (24)
さらに包装される物品または材料,の繰出しの,制御または停止の作動をするもの (3)
さらに全体として機械の停止または速度制御作動をするもの (2)
国際特許分類[B65B57/02]に分類される特許
81 - 90 / 250
包装充填装置
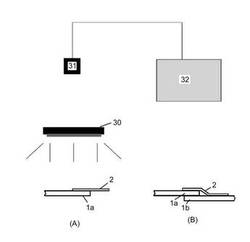
【課題】破壊検査によらず、ヒートシールされたポリエチレンなどの熱可塑性材料の状態を、連続的にモニタリングすることにより、インラインで、運転中に即座にシール最適条件に設定変更できる包装充填装置を提供する。
【解決手段】帯状包装材料1の一方の縁部1aにストリップ2をヒートシールし、筒状に成形された帯状包装積層材料の縦シール部の端面をストリップで保護し、内容物を充填して横シールして容器に包装充填する装置であって、ヒートシールされたストリップに、近紫外線を照射する照射手段30と、反射光に対して感度を有する撮像素子を含み、撮像した画像データを送信する撮影装置31と、画像データを受信し、ヒートシールの良否を判定して制御信号を送信する制御手段32とを有するを特徴とする。
(もっと読む)
包装充填方法及び包装充填装置

【課題】包装充填装置内におけるウェブ状包装積層材料内部に充填された液体食品の泡立ちをモニターし、縦シールの不都合を未然に防止することができる包装充填方法及び包装充填装置を提供する。
【解決手段】ウェブ状包装材料がチューブ状に成形され、包装材料が縦線方向に縦シールされ、チューブ状包装材料内に液体食品が充填され、包装材料が液面下で横シールされ、横シール帯域で切断されて枕状予備成形体が得られ、折り畳むことにより形成された包装容器を得る、包装充填する。近赤外線光源15から、液面及びその上方に対応するチューブ状包装材料1の側面に、近赤外線を照射し、チューブ状包装材料を透過した近赤外線を受光手段16で受光し、受光手段からの測定値に基づいて、被検査領域の泡立ちの有無を判定手段17で判定する。
(もっと読む)
シートフラップの折り曲げ状態検査装置
【課題】フラップの折り曲げ状態に関する検査精度を従来よりも高めたシートフラップの折り曲げ状態検査装置を提供する。
【解決手段】ケーサー1のコンベア4にて搬送されるシート3のフラップ3aが、コンベア4の搬送方向に沿って設けられたフラップガイド10にて正しく案内されるように折り曲げられているか否かを検査するシートフラップの折り曲げ状態検査装置20において、フラップガイド10にて正しく案内されているフラップ3aが通過すべき領域にてフラップ3aを検出する正常状態検出センサ22と、正常状態検出センサ22の出力信号に基づいて、フラップ3aの折り曲げ状態が正常か否か判別する判別装置23とを設ける。
(もっと読む)
包装充填装置及び包装充填方法
【課題】良好な縦シールの全体的条件を崩すこと無く、予熱手段の加熱温度を制御することができる包装充填装置及び方法を提供する。
【解決手段】帯状包装積層材料の縁部の縦シール部面に、帯状包装積層材料が筒状に成形され帯状包装積層材料1の他方の縁部を合せて接合し、内容物を充填して横シールし、帯状包装積層材料を切断分離して容器に包装充填する装置であって、無菌室40と、ホットエアーを噴出するノズルを備え、包装材料の縁部を縦シールのために予熱する予熱手段8と、予熱手段へ供給されるホットエアーの流路22に設けられ、ホットエアーの一部若しくは全部を、制御信号Aにより、無菌室40内に放出するエアー調節手段24とを有する。
(もっと読む)
包装物検査装置及び包装物検査方法
【課題】包装物の移動時に生じる包装不良を検査可能な包装物検査装置及び包装物検査方法を提供する。
【解決手段】複数の缶Qを包装したマルチパックPを搬送しながら、マルチパックPをプッシャー24で押し出してカートンCに押し込み、マルチパックPを複数一組としてカートンCに梱包する梱包システム1に適用される包装物検査装置6であって、プッシャー24に押し出されているマルチパックPが通過すべき通過領域Mに対して、上方に位置する検出領域Nに進入するマルチパックPを検出するセンサ61a、61bを備えた。
(もっと読む)
自動包装機
【課題】シールローラを回転駆動するサーボモータの高い制御性、精度性を利用して、異物の噛み込みや包装材の厚み異常のようなセンターシールの不良を高い精度で検出する自動包装機を提供する。
【解決手段】シールローラを回転駆動するサーボモータ37を駆動する動作値として、駆動電流のような動作データが検出されている。正常な包装動作をする間に、基準動作データDmを作成して記憶しておく。包装動作時のサーボモータ37の動作データを基準動作データDmと比較し、当該比較結果に基づいて動作データが正常か否かを判定することでセンターシールの良否を判定することができる。例えば、サーボモータ37の異常電流検知することにより、シールローラが挟み込む包装材部分に異物が噛み込まれることや包装材に皺が生じる等のシール異常を検出することができる。
(もっと読む)
自動機械のモニタ装置及び自動機械の運転装置
【課題】ボトルネックとなっている工程を早期に認識して処理能力を最大限に発揮できるようにする。
【解決手段】各生産工程毎に設定された標準稼働時間を記憶する標準稼働時間記憶部82と、各生産工程において行われる梱包装置の構成部品単位での稼働時間の累積結果により得られた各生産工程の実際の稼働時間を記憶する実稼働時間記憶部81と、実稼働時間記憶部81に記憶された実稼働時間のうち、その生産工程において標準稼働時間記憶部82に記憶された標準稼働時間の範囲内で生産が行われた回数を記憶する成功回数記憶部83と、成功回数記憶部83に記憶された成功回数の全実行回数に対する割合を成功率として設定し各生産工程に関連付けて記憶する成功率記憶部84と、少なくとも成功率記憶部84に記憶された成功率を表示するディスプレイ56とを備えたことを特徴とする。
(もっと読む)
包装充填装置及び包装充填方法
【課題】縦シールの制御パラメータである予熱手段による縦シール部分の表面温度を、連続的にモニタリングすることにより、検査員のサンプリングの手間を省き、運転中に即座にシール最適条件に設定変更できる包装充填装置及び方法を提供する。
【解決手段】包装充填装置の予熱手段8は、帯状包装積層材料の一方若しくは両方の縁部を、縦シールのために予熱し、装置は、予熱された縁部の表面を臨み、表面の表面温度分布を測定して測定値信号を送信する熱画像撮影装置50と、測定値信号を受信し、予熱された縁部の表面温度を判定して制御信号を送信する制御手段51とを有する。
(もっと読む)
薄弱フィルムによる包装製品の包装不良検査方法及び装置
【課題】物品を薄弱フィルムにより密封した包装製品の包装不良を簡便かつ効率的に検出する。
【解決手段】包装製品の振動を抑止するガイドに沿って当該包装製品を搬送するコンベアと、前記搬送方向と平行な製品表面に対して垂直方向より、前記包装製品の表面に圧縮空気を噴射するエアーノズルと、前記エアーノズルから噴射された圧縮空気によって前記包装製品の表面から所定の高さ以上に膨らんだフィルムを検知するセンサと、を備える。当該検査装置は、前記センサの不良検知信号に基づいて該不良製品をコンベアから排出する排出部をさらに備えることができる。
(もっと読む)
封緘検査装置
【課題】 封筒媒体の搬送状態、或いはフラップのよじれ等の影響を受けることなく、封緘状態を確実に判別できるようにする。
【解決手段】 封筒本体Paに一体的に形成されるフラップPbを折り曲げて接着することにより封緘される封筒Pをそのフラップ側を先頭にして搬送する搬送機構3と、この搬送機構3によって搬送される封筒PにそのフラップPb側から後端側に向かってレーザ光を走査し、フラップPbと封筒本体Paから反射されるレーザ光を受光することにより、封筒Pの搬送方向に沿う厚さ方向の形状を検出する検出部5と、この検出部5が検出した形状に基づいて封緘状態を判別する判別部とを具備することを特徴とする。
(もっと読む)
81 - 90 / 250
[ Back to top ]