
国際特許分類[B65B57/10]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 自動制御,検査,警報または安全装置 (658) | 包装される物品または材料の欠如,存在,異常な繰出しまたは置き違えに応答するもの (140)
国際特許分類[B65B57/10]の下位に属する分類
さらに包装材料,容器または包装体の繰出しの制御または停止作動をするもの (15)
さらに包装される物品または材料の繰出しの制御または停止作動をするもの (5)
さらに全体として機械の停止または速度制御作動をするもの (3)
国際特許分類[B65B57/10]に分類される特許
1 - 10 / 117
封入物検査方法、封入物検査装置及び封入物検査システム
【課題】封筒に封入された封入物の誤封入を低コストで検査できる封入物検査方法、封入物検査装置及び封入物検査システムを提供すること。
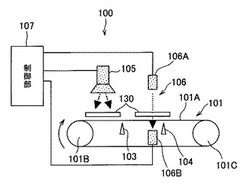
【解決手段】封入物検査装置は、封入される前記封入物の1枚目に総枚数コードが、封入物の全てに名寄せマークと枚数目マークとが、それぞれ、有色インクで付加されている、複数の封入物が個別宛先別に名寄せされて封筒に封入封緘された完成封書を搬送する搬送手段(101)と、搬送される完成封書内の封入物における総枚数コードと名寄せマークと枚数目マークとを読み取る光学的読取手段(105,106)と、読み取られた総枚数コードが表す総枚数と枚数目マークの読み取りから算出される実際枚数とが一致してるかどうかを判定すると共に、複数の封入物にそれぞれ付加された名寄せマークの位置が全て一致しているかどうかを判定する判定手段(107)とを備えている。
(もっと読む)
ボトルの液状収容物の入味検査方法及びボトル入味検査システム

【課題】検査精度を上げて入味容量のバラツキを少なくできるようにする。
【解決手段】キャップ天面高さと満注容量との相関関係を予め測定して第1相関関係情報を取得すると共に、最低充填容量を設定し、満注容量よりも所定量減量した液状収容物をボトルに充填した場合の入味線高さとキャップ天面との高低差と、所定量との相関関係を求めて第2相関関係情報を取得しておいて、被検査用ボトルに対するキャップ天面高さを計測して第1相関関係情報から満注容量を決定すると共に、満注容量と最低充填容量との差に対応する差分高さを第2相関関係情報から算出して、被検査用ボトルに対応する許容最低入味線高さを求め、液状収容物の実入味線高さを計測し、許容最低入味線高さと実入味線高さとを比較して、実入味線高さが高ければ良品と判定し、実入味線高さが低ければ不良品と判定する。
(もっと読む)
包装体の検査方法およびその装置
【課題】包装後の包装体におけるロール状衛生用紙の不足を容易かつ確実に検出することが困難である。
【解決手段】中心軸線Cが相互に平行かつ外周面が相互に接するように整列する複数個のロール状衛生用紙1を樹脂フィルム2にて包装した本発明による包装体10の検査装置は、複数個のロール状衛生用紙1の整列方向に対向すると共に複数個のロール状衛生用紙1の中心軸線Cを含む面P内をこの整列方向に沿ってそれぞれ往復動して包装体10の幅方向両端部にそれぞれ当接し得る一対の圧板13と、一対の圧板13をロール状衛生用紙1の整列方向に沿って駆動する圧板駆動手段15と、圧板13にそれぞれ取り付けられてこれらの表面に負荷する圧力をそれぞれ検出するための圧力センサー14と、圧力センサー14からの検出情報に基づいて包装体10に複数個のロール状衛生用紙1が包装されているか否かを判定する異常判定部16aとを具える。
(もっと読む)
装置間情報伝達システム
【課題】上流側から下流側にかけて、互いに関連する複数の装置が配置されている生産ラインにおいて、上流側と下流側の作業者の連絡不足によって作業上の混乱や不測の事故等を招く危険性を回避することのできる装置間情報伝達システムを提供する。
【解決手段】袋詰商品の生産ラインに用いられる各種の装置と複数の操作表示部とがネットワークを介して接続する。各操作表示部は、自身の管理下にある複数の装置と交信して、管理下にある各装置の稼動状況を表示するとともに、各装置の運転条件や動作指令を各装置に送信する機能を備える。加えて、メッセージを入力し、それを指定したアドレスに送信するとともに、自身がアドレスとされたメッセージを受信するメール通信手段を備
える。
(もっと読む)
封入封緘装置
【課題】同封物を封筒に封入した後に、封筒のフラップ部への同封物のはみ出しを検査できる封入封緘装置を提供する。
【解決手段】本発明の封入封緘装置1には、同封物3が封入された封筒2のフラップ部20に超音波を発信する送信ユニット101と、送信ユニット101と対向するように設けられ、受信した超音波の強度を測定し、該強度が基準強度を下回ると、封筒2のフラップ部20への同封物3のはみ出しが発生したと判定する受信ユニット100とか少なくとも構成される超音波センサ10が、同封物3を封筒2に封入する封入機構12の後に設置されている。
(もっと読む)
生産ラインの管理装置
【課題】生産ラインの稼働率低下の要因を容易に特定することができる生産ラインの管理装置を提供する。
【解決手段】生産ライン管理装置7は、第1計算部711と、第2計算部712と、第3計算部713とを備える。第1計算部711は、包装装置運転時間と包装装置設定能力とに基づいて、目標排出回数を計算する。目標排出回数は、包装装置運転時間に計量装置が正量の物品を排出する回数の目標値である。第2計算部712は、正量排出回数と、第1計算部711によって計算された目標排出回数と、の比である正量率を計算する。正量排出回数は、所定期間内に計量装置が正量の物品を実際に排出した回数である。第3計算部713は、第2計算部712によって計算された正量率と、包装装置運転時間と、に基づいて、計量装置損失時間を計算する。計量装置損失時間は、計量装置に起因する包装装置の損失時間である。
(もっと読む)
錠剤検査装置及びPTP包装機
【課題】錠剤の変更にも柔軟かつ円滑に対応することができ、しかも検査精度の飛躍的な向上を図ることのできる錠剤検査装置及びPTP包装機を提供する。
【解決手段】錠剤検査装置21は、容器フィルムのポケット部に収容された錠剤に対し光を照射可能な照明装置22と、照明された範囲内の錠剤を撮像可能なカメラ23と、カメラ23から出力される画像信号を処理する画像処理装置24とを備える。画像処理装置24は、画像データに基づき錠剤の輪郭を抽出し、輪郭上における第1の所定点及び第2の所定点の接線の向き情報を演算するとともに、第1及び第2の所定点で挟まれた第3の所定点の接線の向き情報を求め、第3の所定点の接線の向き情報が、第1の所定点の接線の向き情報及び第2の所定点の接線の向き情報に基づく許容範囲を逸脱している場合に、当該第3の所定点に関し不良候補として判定する。
(もっと読む)
錠剤検査装置及びPTP包装機
【課題】PTPシートの製造過程における錠剤の欠け等の検査に際し、検査精度の飛躍的な向上を図ることのできる錠剤検査装置及びPTP包装機を提供する。
【解決手段】錠剤検査装置21は、容器フィルムのポケット部に収容された錠剤に対し光を照射可能な照明装置22と、照明された範囲内の錠剤を撮像可能なカメラ23と、カメラ23から出力される画像信号を処理する画像処理装置24とを備える。画像処理装置24は、目標となる錠剤の輪郭に関し、重心を原点とする各角度毎の複数の各点の接線の向き情報を目標向き情報として記憶しておき、検査に際し、抽出された錠剤の輪郭に基づき重心を特定するとともに、前記各角度毎の対応する各交点の接線の向き情報を求め、当該接線の向き情報と目標向き情報とを比較する。そして、1の交点の接線の向き情報が、対応する目標向き情報に対し許容範囲を逸脱している場合に、不良候補として判定する。
(もっと読む)
箱詰め装置
【課題】必要数に満たない物品が外装箱の内部に収容されるのを防止することができる箱詰め装置を提供する。
【解決手段】箱詰め装置10は、複数の物品Tと同数の物品検出センサ102を有し、物品押出し装置16による押出し動作の最中に複数の物品Tのそれぞれの有無を物品検出センサ102のそれぞれで検出する物品検出装置100と、警報を発生する警報発生装置とを備え、制御装置は、物品検出装置100が検出した物品Tの数が複数の物品Tの必要数に満たないときに、警報発生装置に警報を発生させる警報処理を実行する。
(もっと読む)
カートニングマシン及び被収容物入りカートンの製造方法
【課題】被収容物が収容されていないカートンが流通してしまうことを阻止する。
【解決手段】カートニングマシンは、カートンCを搬送するカートンコンベア31と、カートンコンベア31に沿って被収容物Rを搬送する被収容物コンベア21と、被収容物RをカートンCに挿入する挿入装置41と、被収容物RのカートンCへの挿入完了地点EPよりも上流側に設けられてカートンC及び被収容物Rの検知を同時に行う相互検査センサ51と、仮想直交線VSLから挿入完了地点EPまでのカートンCの有無を検知するエリアセンサ55と、一旦停止した後はエリアセンサ55でカートンCが無いことが検知されるまではカートンコンベア31及び被収容物コンベア21の再起動を許可しない制御をする制御装置とを備える。而して、カートンCに対応する被収容物Rが被収容物コンベア21に存在しない状態でラインが稼働することを確実に回避できる。
(もっと読む)
1 - 10 / 117
[ Back to top ]