
国際特許分類[B65B9/12]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 連続する物品または多量の材料,例.液体または準液体,を柔軟性シート材料から成る平らな,折り畳まれた,またはチューブ状のウエブに包むこと;包装体を形成するために充填された柔軟性チューブを細分割すること (899) | あらかじめ形成されたチューブ状のウエブ,または充填ノズルのまわりにチューブ状に形成されたウエブに物品または多量の材料を包むこと,例.押し出しチューブ状ウエブ (555) | 内容物を移動させながら締つけたりあるいはシールすることによって2またはそれ以上の包装体を形成するために充填されたチューブを細分割すること (34)
国際特許分類[B65B9/12]に分類される特許
1 - 10 / 34
包装体製造装置及び包装体製造方法
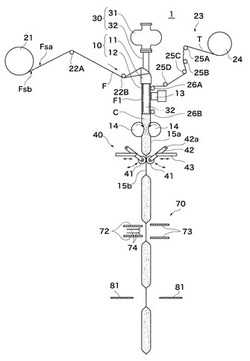
【課題】多種多様な内容物を充填可能な包装体を製造する包装体製造装置及び包装体製造方法を提供する。
【解決手段】帯状フィルムFが、筒状形成部10において、長手方向に延びる両側部が重ねられて、封止テープTと溶着するシール層が形成された面Fsbが外面となるように筒状に巻かれ、封止テープ配設部23において、重ねられた両側部にまたがって外側から長手方向に沿って封止テープTが配設され、溶着部13において、両側部の外面Fsbと封止テープTとが接合されて形成された筒状フィルムF1に、内容物Cが充填されて包装体を得る。この包装体は、筒状フィルムF1が形成される際に内面Fsaを直接溶着しなくて済むため、内層の材質の選択肢を増やせて多種多様な内容物Cを筒状フィルムF1に充填可能である。
(もっと読む)
筒状密封包装体及びその製造方法

【課題】製造工程中に封筒貼りの筒状密封包装体の製造歩留まりが低下するのを防ぐことができるとともに、直線部の耳部で裂けにくい構造形態を有する封筒貼りの筒状密封包装体及びその製造方法を提供する。
【解決手段】フィルムの長手方向に直交する左右両側の縁部のうち一方の縁部と他方の縁部とが重ね合わされ且つシールされた封筒貼りの筒状本体部2と、筒状本体部2内に充填されている内容物3と、筒状本体部2の長手方向の両端部が結束されて内容物3を密封する結束部4と、を有し、一方の縁部のシールされない端部が耳部1となり、耳部及びシールされた部分のうち少なくとも耳部であって、筒状本体部の長手方向の両端部の湾曲部以外の部分に易開封手段が設けられている。
(もっと読む)
横型製袋充填包装機
【課題】包装材のセット作業のときにのみ開いて包装材から離間し、その他のときには閉じて包装材と接触し挟持する状態を保つ動作を行う通常時接触保持動作型ローラ装置の開閉を作業員が一つの操作をすることにより、一括して行える横型製袋充填包装機の提供。
【解決手段】包装材のセット作業を行うときに、作業員が紙送りローラ1の開閉を開閉レバー4により行うという一つの操作をするだけで、包装材のセット作業のときにのみ開いて包装材から離間し、その他のときには閉じて包装材と接触し挟持する状態を保つ動作を行う通常時接触保持動作型ローラ装置である紙引きローラ23、センタシール装置20の圧着ローラ26、第二の紙引きローラ29が一括して開閉動作をするので、作業が容易かつ確実に行うことができる。
(もっと読む)
筒状包装体およびその製造方法
【課題】金属製のワイヤクリップを使用することなく、集束端部の溶着によって必要な封止強度が得られる封止部を形成できるとともに、内容物を取り出すための開封に際しては、それを簡単かつ確実に行えるようにした筒状包装体を提供する。
【解決手段】帯状フィルム原反10の両側端部が溶着されて形成された筒状体31に内容物17が充填されるとともに、この筒状体の両端部が集束および溶着されて上記内容物を封入する封止部33が形成され、かつその筒状体のフィルム面に開封テープ40が部分的に溶着(40)されている筒状包装体であって、上記開封テープはその一端側が筒状体の集束端部に位置してその筒状体の端部と共に折り畳まれて集束および溶着されて一体化された溶着封止部を形成する。
(もっと読む)
しごき装置を備えた縦型包装機
【課題】横シールの動作としごき手段の動作に関して、しごき手段が包装材から離間し遠ざかる復動作で、しごき手段が包装動作や包装材と干渉するのを回避するしごき装置を備えた縦型包装機を提供する。
【解決手段】しごき部材であるしごきバー27は、横シール部54a,54bが離間した状態にあるときに占める初期位置から横シール部54a,54bが筒状包装材61のシールのために筒状包装材に接近する動作と連動した往動作のときに、筒状包装材61に対して接触して下方にしごく動作をする。横シール部54a,54bがシールの後に筒状包装材61から離間する動作と連動した復動作のときには、しごきバー27は、往動作の際のしごき経路と比較して筒状包装材61に対して後方側に離れた戻り経路を辿って当初位置に戻るので、この際、しごきバー27が筒状包装材61と干渉することはない。
(もっと読む)
包装袋、該包装袋の製造方法および製袋充填包装機
【課題】フィルムに穴を開けることなく、フィルムが内側に折り込まれた部分での熱融着を安定した包装袋を提供する。
【解決手段】スタンディングパウチ100は、基材層111と熱融着層112とを積層したフィルム110を用い、熱融着層112を内側として外周が熱融着されて形成される。スタンディングパウチ100の底部は、フィルム110が内側に折り込まれて構成され、この部分を広げることでスタンディングパウチ100は自立できる。スタンディングパウチ100の底部の幅方向両側部において、フィルム110が内側に折り込まれることで基材層111同士が対向した折り込み部113で、熱融着層112を残して基材層111が除去されており、この部位でフィルム110が熱融着されている。
(もっと読む)
筒状フィルム成形体の製造装置、ならびに筒状包装体の自動充填包装機および包装方法
【課題】重ね合わせ部(シール部)の皺やシール部周辺の熱変形や熱収縮、ピンホールの発生が抑制され、見栄えが良く美観に優れ、寸法精度の向上が図られ、シール強度およびフィルム強度に優れる筒状包装体などを提供すること。
【解決手段】筒状体の重ね合わせ部(シール部)と熱風シール手段との間に、スリットを有する熱風遮蔽板を設けるとともに、熱風シール手段のノズル開口および筒状体の重ね合わせ部を結ぶ直線上に、熱風遮蔽板のスリットを配置する。重ね合わせ部の接線に対し略垂直方向から熱風を吹き付け可能な位置に熱風シール手段のノズル開口を配置し、その接線に対して略平行にまたは±20°以下の傾きをもって熱風遮蔽板を配置することが好ましい。
(もっと読む)
充填包装機における液排除シール装置
【課題】液体を含む内容物を充填包装する場合において、ヒートシール部分に悪影響を及ぼす液体が実質的に残留しないようにする。
【解決手段】
充填包装機において、筒状体を挟持するためにその一面を加圧する加圧ローラーと、上記加圧力を受け止めるために筒状体の他面に配置され、内部にヒーターを備えた受け止め部材と、加圧ローラーを前後方向及び上下方向へ移動可能に設けるために、加圧アームの先端に加圧ローラーを取り付けるとともに、加圧ローラーを前進方向へ付勢する弾性体を装備し、上記加圧アームには、所定長さを有する支持軸を一体として回転可能に接続し、その加圧アームの基端部の中心と受け止め部材の中心部を結ぶ中心線の片側に上記加圧アーム及び支持軸を配置し、加圧アームの前進により弾性体が受け止め部材の反力を受けて圧縮され、加圧ローラーが中心線の片側から他側へ移動して筒状体をしごくようにする。
(もっと読む)
包装体製造方法及び包装体
【課題】シールされた端部での密封性がより高められた包装体を製造する包装体製造方法を提供する。
【解決手段】筒状フィルムに内容物を充填する充填工程St3と、内容物が充填された筒状フィルムに対して、筒状フィルムの長手方向に所定間隔毎の内容物の不在部を扁平に形成するしごき工程St4と、不在部を、扁平な面を横断する方向に集束する集束工程St5と、横断する方向に長尺なテープ部材であり、且つ長手方向の熱収縮率が幅方向の熱収縮率よりも大きなテープ部材を、集束された不在部もしくは集束される不在部を挟むように配置し、不在部に重ねるテープ部材供給工程St6と、テープ部材が重ねられた不在部を横断する方向に、テープ部材と共にシールをし、不在部にシールされたシール部位を形成する第1のシール工程St7とを備える包装体製造方法とする。
(もっと読む)
包装体及び包装体の製造方法
【課題】集束部での密封性を高め、耐圧強度を高めた包装体、および、集束部での密封性を高め、耐圧強度を高めた包装体を効率よく製造できる製造方法を提供すること。
【解決手段】端部320が集束され、集束された部分324で横断する横シール322がされた筒状フィルム310と、筒状フィルム310に充填されて封入された内容物Cとを備え、筒状フィルム310が2枚の塩化ビニリデン系樹脂の層形成フィルム316と、2枚の層形成フィルム316を接着する接着剤層318を有する多層フィルムで形成される、包装体300。
(もっと読む)
1 - 10 / 34
[ Back to top ]