
国際特許分類[B65G15/12]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 運搬または貯蔵装置,例.荷積みまたは荷あげ用コンベヤ;工場コンベヤシステム;空気管コンベヤ (20,388) | エンドレスな荷運び面,すなわちベルトまたはこれに類似した連続する部材,を有するコンベヤであり,類似形状のエンドレス駆動要素以外の装置によって牽引力が伝達されるもの (1,036) | 平行な長手方向の軸または多数の平行な要素をもつ二つまたはそれ以上の協働するエンドレスな面よりなるもの,例.ロープがエンドレス面をつくっているもの (104) | 二つ以上のエンドレスベルトをもつもの (100)
国際特許分類[B65G15/12]の下位に属する分類
国際特許分類[B65G15/12]に分類される特許
11 - 20 / 32
基板搬送装置
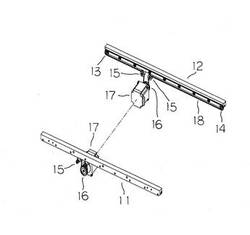
【課題】タイミングベルトの交換などのメンテナンスの作業が容易となるようにし、またプリント基板の品質を悪化させないようにする基板搬送装置の提供。
【解決手段】各搬送シュート11、12の上流側端部及び下流側端部にはそれぞれ設けられる一対のプーリ13、14と、この一対のプーリ13、14間に設けられた各ローラ15及び同期がとれるサーボモータやステッピングモータで構成された駆動モータ17の出力軸に設けられたプーリ16との間には、それぞれ幅狭のタイミングベルト18を張架する。タイミングベルト18は一対のプーリ13、14には外側から張架すると共に各ローラ15には内側から張架し、更に各タイミングベルト18下方に位置する部分を下方からプーリ16に張架する。そして、制御装置に制御されて、両駆動モータ17が同期して駆動し、両タイミングベルト18を回転させて、プリント基板Pを搬送する。
(もっと読む)
商品供給・集積装置

【課題】複雑な駆動制御を必要とせず、バケットからの商品の飛出しを確実に防止して商品集積効率を向上させるとともに、バケットへの商品供給を円滑かつ正確に行う。
【解決手段】搬送面が水平な導入端と搬送面が傾斜した導出端との間で循環可能な商品供給コンベアと、無端状のチェーンC1に取り付けられ、導出端から供給される商品Pを保持し得る複数のバケット10を有する商品集積装置1とを設ける。空のバケット10が水平方向から斜め上方に傾いて配置される商品供給位置に移動したとき、ベルトコンベアの搬送面で位置決めされた商品Pが商品供給コンベアの導出端から空のバケット10に供給されるとともに、バケット群B1の最後尾の空のバケット10に対する商品供給動作が完了した後、最後尾のバケット10を商品供給時の移動速度よりも速い速度で商品集積位置まで移動させる。
(もっと読む)
基板搬送コンベヤ
【課題】搬送時におけるプリント基板の側縁部の噛込み等の問題の少なくとも1つを解決して、より実用的な基板搬送コンベヤを得る。
【解決手段】3個以上の上ガイドプーリ76と、隣接する2個ずつの上ガイドプーリ76の間であって、上ガイドプーリ76より下方に配置した2個以上の下ガイドプーリ78とにより周回ベルト70を蛇行状態に案内する。周回ベルト70が下ガイドプーリ78により案内される下方通過領域82にガイドブロック86,押付部材100を設ける。プリント基板32は、周回ベルト70の上ガイドプーリ76に巻き掛けられた部分により支持され、周回ベルト70の周回により搬送される。周回ベルト70が存在しない箇所において、周回ベルト70と干渉することなく、ガイドブロック86がプリント基板32を案内し、押付部材100がプリント基板32の側縁部100を下方から支持し、基板受け部68と共に上下から挟持する。
(もっと読む)
搬送装置
【課題】 本発明は、搬送物の重さあるいは大きさに係わらず搬送物の側面にラベル片を貼付することができる搬送物の搬送装置を提供することを課題とする。
【解決手段】
搬送物7を搬送するローラ2と、このローラ2を駆動させるステッピングモータと、を備えた搬送装置1において、この搬送装置1の側方に設けられ前記搬送物7の搬送方向に対して直行する方向にラベル片41を貼付するラベル貼付機10と、を備え、前記ローラ2は、前記搬送物7の滑りを抑制する滑止部材6を設けたことを特徴とする。
(もっと読む)
フリートレイの方向整列装置及びそのフリートレイ
【課題】フリートレイに正確な回転作用を加えることができ、高精度の方向制御が行えるフリートレイの方向整列装置及びそのフリートレイを提供する。
【解決手段】フリートレイAAを、第1搬送コンベヤ2A,2Bの速度差によって搬送しながら垂直軸を中心として水平回転させる。フリートレイAA全体が、基部A2の底部A2a両側に形成した切欠き部A2b,A2bが第1搬送コンベヤ2A,2Bに対して平行になるまで水平回転すれば、底部A2a両側の切欠き部A2b,A2bに第1搬送コンベヤ2A,2Bが係合する。フリートレイAAは、第1搬送コンベヤ2A,2Bの搬送面から脱落して第2搬送コンベヤ3A,3Bに移載される。第2搬送コンベヤ3A,3B上に載置されたフリートレイAAは、基部A2側面に形成した開口部A1aを搬送方向と直交する方向に向けた状態に揃えて搬送することができる。
(もっと読む)
コンベアユニットおよびコンベア装置
【課題】横幅の小さなコンベアユニット、および、横幅の異なる可撓性シートを取り替えて搬送することのできるコンベアユニットおよびコンベア装置の提供。
【解決手段】コンベアユニット1は、ローラ体6A〜6Fとローラ体4との間に架け回されて周回する無端状体11の載置面に、可撓性シートを載置して搬送するユニットであって、無端状体11の載置面は、シート搬送方向(矢印F方向)に見て下向きに湾曲した湾曲形状に形成されている。無端状体11は、シート搬送方向(矢印F方向)と直角の方向に並べて配置されてシート搬送方向に走行する6本の条体10A〜10Fで構成されている。
(もっと読む)
計量ベルト
製品を運搬するための移送区間で使用するための計量ベルトであって、駆動部によって駆動可能であるととともに、エンドレスに巡回する少なくとも二つの運搬ベルトが配備されており、それらの運搬ベルトが、それぞれの上方のループ長区間の側面を互いに隣接させて製品のための共通の水平又はほぼ水平な運搬面を形成する計量ベルトにおいて、運搬ベルトの巡回速度、従って移送速度を個別に設定することが可能である。 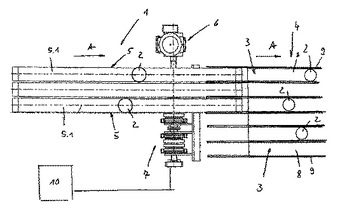 (もっと読む)
(もっと読む)
搬送装置
【課題】被搬送物を安定して搬送することができる搬送装置を提供することを目的とする。
【解決手段】被搬送物3を搬送するコンベア1と、被搬送物3を保持しコンベア1に供給する被搬送物供給機構2と、被搬送物3がコンベア1に供給される過程で当該被搬送物3を受けて載置すると共に載置した被搬送物3をコンベア1に移すリフター10と、リフター10における被搬送物3の受けを検出する検出手段13と、検出手段13がリフター10における被搬送物3の受けを検出した場合に、被搬送物3の供給を停止すると共に保持を解除して被搬送物3をリフター10に載置するように被搬送物供給機構2の動作を制御するコントローラ17とを備える。
(もっと読む)
ワーク搬送装置
【課題】ワークのサイズに応じて適切に搬送を行うことができるワーク搬送装置を提供する。
【解決手段】横並びのそれぞれのベルト7にワークWを跨ぐように載せて搬送する一対のベルトコンベヤ2と、一対のベルトコンベヤ2の少なくとも一方を搬送方向に直交する方向に移動させて、一対のベルトコンベヤ2の離間距離を広狭調整する離間距離調整手段4と、を備え、一対のベルトコンベヤ2は、搬送方向に相互に平行に延在しており、離間距離調整手段4は、一対のベルトコンベヤ2を、平行状態を維持しつつ離間距離を調整する。
(もっと読む)
物品の方向転換システム及び方法
一実施例では、コンベヤシステムは、コンベヤベルト上の物品の方向を変えるように構成された複数のコンベヤベルトローラを具えるコンベヤベルトと、前記コンベヤベルトローラに接触する駆動機構とを具え、前記駆動機構は、前記コンベヤベルトローラを駆動するように構成されており、前記駆動機構は、前記コンベヤベルトローラを第1の角度方向か、第2の、反対の角度方向に選択的に駆動するように調整可能であり、物品は、所望の転換角度で前記コンベヤベルトのいずれかの側へ選択的に方向転換される。 (もっと読む)
11 - 20 / 32
[ Back to top ]