
国際特許分類[B65G15/30]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 運搬または貯蔵装置,例.荷積みまたは荷あげ用コンベヤ;工場コンベヤシステム;空気管コンベヤ (20,388) | エンドレスな荷運び面,すなわちベルトまたはこれに類似した連続する部材,を有するコンベヤであり,類似形状のエンドレス駆動要素以外の装置によって牽引力が伝達されるもの (1,036) | ベルトまたは類似のエンドレス荷運搬帯 (618)
国際特許分類[B65G15/30]の下位に属する分類
ゴムまたはプラスチックよりできたもの (364)
金属性のもの (17)
エンドレス荷運搬帯が一連の平行ロープまたはベルト状のものよりなるもの (1)
エンドレス荷運搬帯が織り合わされたロープまたはワイヤーよりできているもの (21)
縁に保護または補強手段をもつもの (2)
固定位置に荷を保持または止めておく手段をもつもの,例.磁石 (43)
国際特許分類[B65G15/30]に分類される特許
131 - 140 / 170
傾斜コンベヤ用ベルトおよびその製造方法
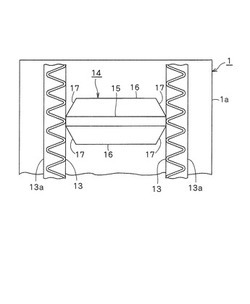
【課題】横桟とこぼれ止めフランジとを、互いに干渉することなく、べルト本体に強固に固着しうるとともに、横桟を簡単、迅速、かつ安価に製造しうるようにした傾斜コンベヤ用ベルト、およびその製造方法を提供する。
【解決手段】横桟14を、板状の本体15の基部に、べルト本体1aの長手方向に張り出す補強用のベース部16を設けたものとし、このベース部16のこぼれ止めフランジ13に対向する両端部に、こぼれ止めフランジ13との干渉を避ける凹入部17を設ける。
(もっと読む)
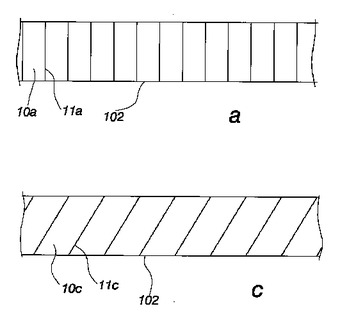
抄紙機/板紙抄紙機又は仕上げ機用金属ベルト製造方法
本発明は、抄紙機/板紙抄紙機又は仕上げ機用の金属ベルト(102)の製造方法に関する。本方法は、所望の幅と長さのベルト(102)により必要とされる数で金属ベルトの最終幅よりも狭い幾つかの金属ベルトブランク(10a;10b;10c)を横並び及び/又は連続的に配置し、摩擦溶接によりそれらの間の接合部を溶接することにより金属ベルトを生成することを含み、前記接合部は、基礎材料と同様の成分を形成する。
 (もっと読む)
(もっと読む)
ベルトコンベヤ

【課題】光触媒機能によって防汚、抗菌および脱臭効果等を発揮でき、長期間使用しても常に衛生的な状態を維持できるベルトベルトコンベヤを提供する。
【解決手段】ベルトコンベヤ1は、脚部材2で支持したコンベヤフレーム4を備える。コンベヤフレーム4には駆動ローラ6および従動ローラ7を回転可能に取り付ける。駆動ローラ6および従動ローラ7には、光触媒機能を有する無端状の搬送ベルト8を掛け渡す。搬送ベルト8をプラスチック或いはゴム等のベルト材料に光触媒である酸化チタンを含有して形成する。
(もっと読む)
耐熱性搬送ベルト及びその製造方法
【課題】耐熱性繊維からなる不織繊維層を基布の表面側に積層した耐熱性搬送ベルトにおいて、高強度で且つ低伸度で寸法安定性に優れた高い物性を低コストに実現し、しかも層間剥離を確実に防止して高い耐久性を達成する。
【解決手段】耐熱性繊維からなる不織繊維層2と基布3とがニードリングにより接合一体化され、基布が、ニードリング後の丈方向の延伸により弛みが除去されると共に、樹脂材料の含浸により織物組織内に樹脂材料が充満した状態となっているものとする。
(もっと読む)
搬送コンベヤ
【課題】 コンベヤベルトの始端部から終端部まで起立部分を保持でき、搬送に関与しない無駄なスペースがなく、荷こぼれや運搬物の側方に対するベルトの送り作用がなくなるという問題がない搬送コンベヤを提供する。
【解決手段】 無端帯状のベルト1の幅方向の縁部付近を、走行方向の全域に亘り一様に起立させており、無端帯状ベルトの少なくとも起立時に折曲げられる部分2を伸縮自在な材質、形状とし、走行方向の終端部におけるベルトの折返し部分をほぼ同一線上に位置させており、ベルトの水平直線部分および水平直線部分の縁部付近の起立直線部分の幅方向両端付近にそれぞれ対をなして配置した側板8、8を連結して水平直線部分枠体および両側の起立直線部分枠体を構成し、枠体を所定の角度で一体に繋ぎ合わせてコンベヤフレーム7とした。
(もっと読む)
伝動ベルトの製造方法及び伝動ベルト
【課題】 品質性の高い伝動ベルトを簡単に製造することのできる伝動ベルトの製造方法及び伝動ベルトを提供する。
【解決手段】 内部に複数の心線を有するベルト本体20を成形する工程と、成形されたベルト本体20を金型内にセットし、金型の壁面とベルト本体20との間に形成されるキャビティ内に、ベルト本体20を構成する材料とは異なる材料を流し込んで、互いに連結された複数の搬送用突起をベルト本体に20一体的に形成する工程と、を備えることを特徴とする。
(もっと読む)
搬送ベルト
本発明は繊維材料帯材、特に紙、厚紙又はティッシュ帯材を製造する機械に使用するための搬送ベルトに関する。本発明の特徴は搬送ベルトが液体に対しほぼ非透過性であってかつ繊維材料帯材に向いた側に多孔性の層(12)を有し、前記層(12)内に液体吸収容積が準備されるように前記多孔性が設定されていることである。 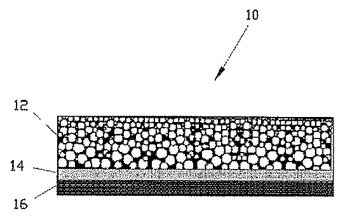 (もっと読む)
(もっと読む)
歯付ベルト
【課題】反りを阻止しつつ、その駆動抵抗を小さくすることができる歯付ベルトを提供する。
【解決手段】ベルト本体1の内周面にベルト歯3を形成し、ベルト本体1に心線2を周方向に連続して埋設し、ベルト歯3を歯布4で被覆する。心線2よりも外周側に、歯付ベルトの反りを阻止する中間帆布5を埋設する。中間帆布5の空孔率を20%以上に設定して、中間帆布5の内外のゴムを一体にする。中間帆布5を心線2に外周側から接触させて、心線2の中心から中間帆布5までの距離を最小限にする。中間帆布5の伸びを抑え、さらにベルト厚さを薄くて歯付ベルトの曲げ剛性を極力小さくし、駆動抵抗を小さくする。
(もっと読む)
突起付きベルトの製造方法、及びベルト成型装置
【課題】 不要な工数を増加させることなく、搬送用平ベルトに、幅方向に不連続に並ぶ突起を形成する。
【解決手段】 円柱形の内型40の外周面47に未加硫ゴムシート21’、帆布22を順に装着する。その内型40を囲むように、外型50を配置する。外型50は、複数の外型片51により構成する。各外型片51の内周面51Bには、突起を成型するための凹陥部が軸X方向に複数並ぶ。各外型片51を径方向内側に変位させ、外型50により未加硫ゴムシート21’、帆布22を加圧する。加圧と同時に、未加硫ゴムシート21’及び帆布22を加熱する。これにより、未加硫ゴムシート21’の一部を各凹陥部の内部に流入させるとともに、未加硫ゴムシートを加硫させ、その外周面に突起が形成されたベルトスリーブを成形する。次に、外型50を拡径させ、ベルトスリーブから外型50を離型させる。その後、ベルトスリーブを内型40から離型させる。
(もっと読む)
突起付きベルトの製造方法、及びベルト成型装置
【課題】 不要な工数を増加させることなく、搬送用平ベルトに、幅方向に不連続に並ぶ突起を形成する。
【解決手段】 円柱形の内型40は、ゴム筒44を有する。ゴム筒44の外周面44Aに未加硫ゴムシート21’、帆布22を順に装着する。これらゴムシート等が装着された内型40を外型60内部に収納する。各外型60の内周面62には、突起を成型するための凹陥部70が軸X方向、及び周方向に複数並ぶ。ゴム筒44を膨らませることにより、内型40を拡径させ、ゴム筒44及び外型60により未加硫ゴムシート21’、帆布22を狭圧する。狭圧と同時に、未加硫ゴムシート21’及び帆布22を加熱する。これにより、未加硫ゴムシート21’の一部を各凹陥部70の内部に流入させるとともに、未加硫ゴムシート21’を加硫させ、その外周面に突起が形成されたベルトスリーブを成形する。次に、ゴム筒44を萎ませ縮径させ、内型40からベルトスリーブを離型させる。その後、ベルトスリーブを外型60から離型させる。
(もっと読む)
131 - 140 / 170
[ Back to top ]