
国際特許分類[B65G43/00]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 運搬または貯蔵装置,例.荷積みまたは荷あげ用コンベヤ;工場コンベヤシステム;空気管コンベヤ (20,388) | 制御,例.安全,警報,調整装置 (526)
国際特許分類[B65G43/00]の下位に属する分類
荷運搬器の物理的危険状態の検出,例.過熱状態の場合の駆動停止 (106)
駆動要素と荷運搬器との間のスリップの検出,例.駆動停止用 (5)
駆動要素の破損の場合の駆動停止;ゆるんだ荷運搬器の制動または停止 (1)
供給され,運搬され,または,排出される物品または,物質によりコントロールされる制御装置 (219)
組み合わされて操作されるコンベヤのシーケンス制御 (17)
国際特許分類[B65G43/00]に分類される特許
11 - 20 / 178
注文飲食物搬送装置
【課題】搬送する飲食物の種類に応じて搬送手段の走行速度を自動的に変更して、複数種類の飲食物を安全且つ迅速に搬送することが出来る注文飲食物搬送装置を提供する。
【解決手段】注文の飲食物を載せて搬送する搬送体と、この搬送体を走行させる駆動装置が備えられ、飲食物の供給場所から注文のあった客席まで前記搬送体を介して注文の飲食物を搬送するようにした注文飲食物搬送装置において、前記供給場所において前記搬送体に載せられた飲食物の種類を判別する判別手段と、この判別手段により判別された飲食物の種類に応じて搬送体の走行速度を制御する速度制御手段が備えられ、前記判別手段は、搬送体に載せられた飲食物の高さを検出器により検出して、その検出結果に基づいて前記搬送体に載せられた飲食物の種類を判別するようにした。
(もっと読む)
箱詰め装置の運転方法

【課題】 物品収容部外へと物品を飛び出させるリスクおよび無端ベルトへの過剰負荷が、従来例よりも低減する箱詰め装置の運転方法を提供する。
【解決手段】 箱詰め装置100の運転方法は、整列コンベア2の運転パターンが、物品1の受け渡しにおける整列コンベア2での物品の処理能力に応じて区分けされている。そして、制御装置30が、検出手段20を用いて物品供給コンベア3での物品1の供給能力のサンプリングを行い、このサンプリングデータに基づいて物品1の供給能力の最大値を抽出し、この最大値に適合する運転パターンの設定値を用いて整列コンベア2での物品1の処理能力を調整する方法である。
(もっと読む)
生産設備および生産システム
【課題】生産ラインの構築および構成変更時のプログラム作成および修正の必要がなく、柔軟に切り離しおよび組み替えが可能な生産設備および生産システムを提供する。
【解決手段】生産設備1と生産設備1aの間でワークを授受する際に、ワーク搬送の協調に必要な情報およびワークに対する作業の動作制御に必要な情報を連携情報として生産設備1と生産設備1aとの間で授受する。作業制御手段4は他の生産設備1aから移動してきたワークに対する自生産設備1の作業を、同じく他の生産設備1aから取得した連携情報を用いて制御する。
(もっと読む)
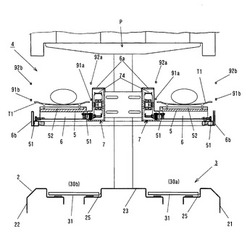
物品箱詰設備及び物品箱詰方法
【課題】本発明は、容器支持手段に支持された容器を他の容器へ入れ替える時であっても、横搬送コンベヤと横搬送コンベヤよりも下流側のコンベヤとの接続部に青果物が溜まることがなく、しかも、物品を均一に搬送することができる物品箱詰設備及び物品箱詰方法を提供することを目的とする。
【解決手段】物品箱詰設備10において、主投下コンベヤ24(a)及び副投下コンベヤ24(b)が容器14へ青果物16を投下する時に、制御手段30は、横搬送コンベヤ20に第一の横搬送速度V1で青果物16を搬送させ、入替手段13が容器支持手段12(a)及び(b)に支持された容器14を他の容器14へ入れ替える時に、制御手段30は、主投下コンベヤ24(a)及び副投下コンベヤ24(b)に青果物16の投下を停止させ、横搬送コンベヤ20に第一の横搬送速度V1よりも低速の第二の横搬送速度V12で青果物16を搬送させるように構成した。
(もっと読む)
搬送装置
【課題】可変速コンベヤに停止・起動の衝撃がかからない搬送装置を提供する。
【解決手段】搬送装置1は、搬入可変速コンベヤ2、可変速コンベヤ3、定速コンベヤ4およびこれらコンベヤ2,3,4を制御可能な制御手段21を備える。制御手段21は、第1変速後目標速度を計算し、この目標速度への変速時間間の先行の搬送物の進行距離を可変速コンベヤ3が変速前速度のままとして計算する。制御手段21は、その進行距離を考慮して第1変速後目標速度への変速完了時の先後両搬送物間の仮想隙間を計算し、この仮想隙間を考慮して第2変速後目標速度を計算する。制御手段21は、第2変速後目標速度と第1変速後目標速度との一致性の有無を判断し、一致性有りと判断した場合には第2変速後目標速度を最終変速後目標速度として計算を終了する。
(もっと読む)
搬送装置制御装置および搬送装置制御方法
【課題】複数の被搬送物が一体的に搬送されている場合であっても、搬送装置を適切に制御する。
【解決手段】エア搬送装置により搬送される被搬送物(PB)が、その搬送方向における被搬送物の幅において、一部に他よりも小さな幅となる箇所を備え、前記エア搬送装置を制御する搬送装置制御装置(20)は、エア搬送装置により搬送される被搬送物の搬送速度と、被搬送物が連なっている個数とを算出する算出部(24)と、算出部により算出された前記被搬送物の個数に応じて定まる前記搬送速度の上限値および下限値に基づいて、前記搬送速度を調節する調節部(25)とを含む。
(もっと読む)
電子部品供給装置及び電子部品の供給方法
【課題】処理部における処理能力に対応した電子部品の供給能力を常に維持できる電子部品供給装置及び電子部品の供給方法を提供する。
【解決手段】仕切り部28の仕切りを解除してから電子部品Eが検知部32を遮るまでの通過時間の基準幅を記憶する記憶部46と、仕切り部28の仕切りを解除してから電子部品Eが検知部32を遮るまでの通過時間を測定する時間測定部24Aと、時間測定部24Aの複数回の測定結果に基づいて通過時間ばらつきを算出するばらつき算出部24Bと、ばらつき算出部24Bで算出された通過時間ばらつきと記憶部46に記憶されている通過時間の基準幅との差分を算出する差分算出部24Cと、差分算出部24Cで算出された差分に基づいて搬送部14、18の振幅量を補正する振幅補正部24Dと、振幅補正部24Dで補正された搬送部14、18の振幅量に基づいて搬送部14、18の振動を制御する振動制御部22と、を有する。
(もっと読む)
パレット支持装置及びパレット支持方法
【課題】コンベア及びパレットの磨耗を低減する技術を提供する。
【解決手段】コンベアにより搬送されるパレットであって、底面の一部に形成されコンベアに支持されるベース部と、底面内でベース部に対し搬送経路の幅方向の異なる位置に形成されたガイド部とを有するパレットと、ガイド部に対し幅方向の同じ位置に配置される第1ローラと、ガイド部に対し幅方向の同じ位置に配置され且つ第1ローラより搬送方向側に設けられ且つ第1ローラの径に等しい径を有する第2ローラとを備え、ガイド部は、搬送方向へ向かって高くなるように形成された第1スロープと、第1スロープより搬送方向側に設けられ且つ搬送方向へ向かって高くなるように形成された第2スロープとを有し、第2スロープ下端の高さは、第1スロープ上端の高さ以上であることを特徴とするパレット支持装置である。
(もっと読む)
ピッキング設備およびピッキング設備におけるバッテリの充電方法
【課題】ピッキング作業終了の都度、投入表示器用のバッテリの残量をチェックするといった面倒な作業を不要にし得るピッキング設備を提供する。
【解決手段】ピッキング棚に収納された物品を所定の搬送ラインBに沿って順次搬送される集品容器10に投入するようにされると共に、集品すべき物品を指示する物品要求情報を表示する投入表示器が各集品容器10に設けられてなるピッキング設備において、搬送ラインBの所定位置に投入表示器のバッテリに充電を行う充電器82が配置された充電エリアFBを設け、所定個数の集品容器10を、予め決められた稼動日間隔でもって、ピッキング作業終了後に、自動的に充電エリアFBにて停止させると共に、充電すべき集品容器10であることを、当該集品容器10の投入表示器に表示させるようにしたもの。
(もっと読む)
物品搬送設備
【課題】消火剤が散布された直後でも移動体を走行させることができる物品搬送設備を提供すること。
【解決手段】地上側に設けられた停止制御用の被検出体DHと、移動体1側に設けられ、被検出体の存在を検出する被検出体検出装置SH1・SH2とが設けられ、移動体制御手段27が、光式測距手段21を用いた走行制御により移動体1の走行作動を制御する第1制御状態と、被検出体検出装置SH1が移載対象の物品保持部についての被検出体DHを検出するまで移動体1を走行させて、物品保持部についての目標走行位置に一致するように、移動体1の走行作動を制御する第2制御状態とに切り換え自在に構成され、かつ、火災検知手段により物品の火災が検知されていない場合は第1制御状態を維持し、火災検知手段により物品の火災が検知されると、第2制御状態に切り換える物品搬送設備。
(もっと読む)
11 - 20 / 178
[ Back to top ]