
国際特許分類[B65G43/00]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 運搬または貯蔵装置,例.荷積みまたは荷あげ用コンベヤ;工場コンベヤシステム;空気管コンベヤ (20,388) | 制御,例.安全,警報,調整装置 (526)
国際特許分類[B65G43/00]の下位に属する分類
荷運搬器の物理的危険状態の検出,例.過熱状態の場合の駆動停止 (106)
駆動要素と荷運搬器との間のスリップの検出,例.駆動停止用 (5)
駆動要素の破損の場合の駆動停止;ゆるんだ荷運搬器の制動または停止 (1)
供給され,運搬され,または,排出される物品または,物質によりコントロールされる制御装置 (219)
組み合わされて操作されるコンベヤのシーケンス制御 (17)
国際特許分類[B65G43/00]に分類される特許
21 - 30 / 178
弁当盛り付け用コンベア装置
【課題】搬送停止中に盛り付け材料の盛り付けができて、盛り付け作業を容易にするとともに、弁当の種類毎に適格な弁当容器の搬送がなされる弁当盛り付け用コンベア装置の提供。
【解決手段】弁当容器を搬送するベルトコンベアと、該ベルトコンベアを駆動する3相モータからなる駆動モータと、該駆動モータとベルトコンベア回転軸との間に介在させた電動のクラッチと、前記3相モータの駆動と電動クラッチの断続動作をコントロールする制御装置とを備え、前記制御装置には、シーケンサーとインバータとを備え、該シーケンサーによって前記クラッチの断続と駆動モータのインバータを介した回転速度とを制御させることにより、前記ベルトコンベアの所定速度での所定時間の動作と、所定時間の一時停止とを繰り返し動作させる。
(もっと読む)
精密鋳造用ハンガーコンベアの制御方法および制御装置

【課題】ロボットの待機時間の縮小。
【解決手段】コンベアは、温湿度が調節された乾燥室内に設置される最終ライン用コンベアと、その前段側に配置され第2造型ライン用コンベアとを有し、双方の移動方向を正逆転可能に構成している。最終ライン用コンベア、および、造型ライン用コンベアから、ロボットが次の耐火物層を形成するためにタイムアップしたワックスツリーWTを移載位置で取出す際に、ワックスツリーWTが現在の移動方向を継続した時と、移動方向を逆転した時の、移載位置までに到達する時間を双方で予測演算し、予測演算のうちより短い時間の移動方向を選択して、選択された移動方向にワックスツリーWTを移動させる。
(もっと読む)
コンベア装置
【課題】洗浄性及び発塵性を改善でき、かつメンテナンス性を向上可能なコンベア装置を提供する。
【解決手段】コンベア装置100は、外側側面に形成された開口部11Cと、外側側面に着脱可能に設けられて開口部11Cを閉止する閉止板11Dとを有するコンベアフレーム11と、コンベアフレーム11に回転可能に設けられる駆動回転体12及び従動回転体13と、駆動回転体12と従動回転体13とに巻き回されるとともに、搬送物1を載置可能な載置部14と、駆動回転体12を回転駆動して、載置部14を移動させる駆動源3と、中空状の枠部材によって形成され、コンベアフレーム11を支持する支持部20と、駆動源3の動作を制御する制御部60と、駆動源3の動作制御に利用される電装品3、61、62と、支持部20の内部に配設され、制御部60と電装品3、61、62とを接続する電気配線71〜73と、を備える。
(もっと読む)
コントローラ、ローラコンベア装置、ローラコンベア装置の制御方法、ならびにプログラム作成支援プログラム
【課題】構成部品の削減が可能であり、制御方法の自由度を向上可能なコントローラ、ローラコンベア装置、ローラコンベア装置の制御方法、ならびにプログラム作成支援プログラムを提供する。
【解決手段】モータを有したローラコンベア装置を、制御可能なコントローラであって、モータ制御基板を有し、モータ制御基板は、ロジック内蔵ドライバ14と、書き換え可能なメモリ16と、CPU16とを有する。CPU16と、書き換え可能なメモリ16とを有したモータ制御基板は、略コンピュータである。よって、PLC等の外部の制御装置、ならびにPLCを収納する制御盤を削減できる。
(もっと読む)
帯状部材の成形方法
【課題】成形帯状部材のスプライスラップ量を適正にし、作業者による帯状部材の切断長さ調整の削減を図る帯状部材の成形方法を提案する。
【解決手段】成形ドラム26に巻き付けた帯状部材21のスプライスラップ量をスプライスセンサにより測定し、この測定値をフィードバックして次の帯状部材21の切断長さを決定し、帯状部材21が搭載されたコンベアベルト24を適量移動させて、ベルトコンベア24上に設置された切断機23で帯状部材21を切断する。切断帯状部材25はベルトコンベア24から成形ドラム26に巻き付けられる。実測したスプライスラップ量は平均化されて、その平均値が補正規格内か否かの判定を行い、補正規格内であれば、補正せずに直前の帯状部材21と同じ長さで帯状部材21が切断され、補正規格外であれば、平均化されたスプライス量により帯状部材21の長さを補正して次の帯状部材21の切断長さを決定する。
(もっと読む)
パレット搬送方法及びパレット搬送装置
【課題】パレットの搬送速度を搬送する間隔により異ならせて、搬送時間を短縮する。
【解決手段】パレット搬送方法はパレットレール21,41に搭載されたパレット11をパレットレールの長手方向に連続して設けられた複数のパレット搬送手段22,42により搬送する方法である。一のパレット搬送手段22によるパレットの搬送速度を別のパレット搬送手段42によるパレットの搬送速度と異ならせる。一のパレット搬送手段から隣接する別のパレット搬送手段にパレットが移動する際に一のパレット搬送手段と別のパレット搬送手段の双方におけるパレットの搬送速度を同一とする。パレット搬送装置は、パレットを長手方向に沿って移動可能に搭載するパレットレールと、パレットレールの長手方向に連続して設けられパレットの搬送速度を可変可能に構成された複数のパレット搬送手段と、複数のパレット搬送手段を制御するコントローラ61とを備える。
(もっと読む)
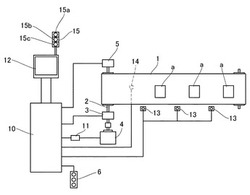
粉粒体の供給量制御方法および粉粒体供給装置
【課題】原料フィーダにおいて、精度良く目標供給量の粉粒体を供給することができる粉粒体の供給量制御方法を提供する。
【解決手段】
粉粒体が入れられるホッパ(2)と、スクリュ(6)からなる送出機構(3)と、これらの重量を測定するロードセル(11)とからなる粉粒体供給装置(1)において、以下の線形式を制御モデルとするサンプル値制御を実施する。
粉粒体の供給量の最新のサンプル値=a*粉粒体の供給量の1ステップ前のサンプル値+b*スクリュ(6)の操作量の最新のサンプル値
係数a、bは初期運転において同定し、実運転中に逐次最小二乗法によって補正する。
(もっと読む)
重量選別機
【課題】 計量コンベヤに複数の被計量物が同時に搬送される状態を防止することができる重量選別機を提供する。
【解決手段】 重量選別機10は、被計量物Pを搬送する計量コンベヤ1と、計量コンベヤ1上の被計量物Pの重量を計量する計量手段2,3と、計量コンベヤ1に前記被計量物を供給する供給コンベヤ4と、供給コンベヤ4の入口側に設けられ、被計量物Pを検出する物品検出センサ5と、制御器3とを備えている。制御器3は、計量コンベヤ1の長さLに基づいて物品検出センサ5で検出された被計量物Pから定められる被計量物間の間隔Ldに応じた供給コンベヤ4の搬送速度V1を演算し、当該搬送速度V1となるように供給コンベヤ4を制御する。
(もっと読む)
ワーク搬送装置及びワーク搬送装置の制御方法
【課題】ワークに対して何らかの処理を行う複数の装置へ、効率的にワークを搬送可能なワーク搬送装置を提供する。
【解決手段】ワーク搬送装置1は、設備100が有する第1の装置(3−1、3−2)へワークを搬送する第1の搬送部11と、第2の装置(3−3、3−4)へワークを搬送する第2の搬送部12と、第1の搬送部11に対する命令コードを、設備100が実行する動作の実行順序に従って記憶する第1の記憶部23−1と、第2の搬送部12に対する命令コードを、その動作の実行順序に従って記憶する第2の記憶部23−2とを有する。そしてワーク搬送装置1は、第1の記憶部23−1から設備の動作の実行順序に従って読み出した命令コードに応じた動作を第1の搬送部11に実行させ、第2の記憶部23−2から設備の動作の実行順序に従って読み出した命令コードに応じた動作を第1の搬送部11の動作とは独立して第2の搬送部12に実行させる。
(もっと読む)
ピッキング設備
【課題】本発明は、集品容器内に物品の偏りが発生することを防止できるピッキング設備を提供することを目的としたものである。
【解決手段】集品容器15を連続搬送するメインコンベヤ装置16と、集品容器15内の左側の物品14の容積を検出する第1容積センサ52、および右側の容積を検出する第2容積センサ53とを備え、メインコンベヤ装置16に沿って、ゾーン12毎に、ベルトコンべヤ装置33と物品移載装置34から構成される複数の自動移載装置31を備え、第1容積センサ52および第2容積センサ53により検出される集品容器15内の物品14の容積に応じて、自動移載装置31のベルトコンベヤ装置33から物品移載装置34へ物品14を切り出す速度、および物品移載装置34より集品容器15に物品14を投入するタイミングを変更する。
(もっと読む)
21 - 30 / 178
[ Back to top ]