
国際特許分類[B65G43/00]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 運搬または貯蔵装置,例.荷積みまたは荷あげ用コンベヤ;工場コンベヤシステム;空気管コンベヤ (20,388) | 制御,例.安全,警報,調整装置 (526)
国際特許分類[B65G43/00]の下位に属する分類
荷運搬器の物理的危険状態の検出,例.過熱状態の場合の駆動停止 (106)
駆動要素と荷運搬器との間のスリップの検出,例.駆動停止用 (5)
駆動要素の破損の場合の駆動停止;ゆるんだ荷運搬器の制動または停止 (1)
供給され,運搬され,または,排出される物品または,物質によりコントロールされる制御装置 (219)
組み合わされて操作されるコンベヤのシーケンス制御 (17)
国際特許分類[B65G43/00]に分類される特許
51 - 60 / 178
パーツフィーダー
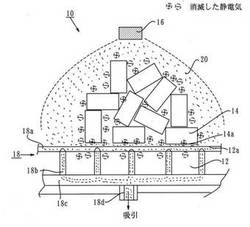
【課題】搬送装置とパーツとの接触・剥離・摩擦等およびパーツ間の接触・剥離・摩擦等によって、搬送装置とパーツに発生した発生した静電気をほぼ完全に除去し、搬送をスムーズに行うことができるパーツフィーダーを提供する。
【解決手段】パーツフィーダーは、パーツ堆積物に振動を与えてパーツを搬送する搬送装置と、搬送装置の上方に配置され、搬送装置に載置され搬送されるパーツにイオンを供給するイオン発生装置と、イオンを少なくともパーツの外部雰囲気に露呈してない面に導くように空気を吸引するための空気流路部と、を備える。または、パーツフィーダーは、パーツ堆積物に振動を与えてパーツを搬送する搬送装置と、搬送装置の上方に配置され、搬送装置に載置され搬送されるパーツにイオンを供給するイオン発生装置と、搬送装置の上面に近接してまたは接触して配置され、パーツ堆積物の内部にイオンを導入し、外部に排出するように吸引する真空吸引アームと、を備える。
(もっと読む)
コンベアの駆動制御装置

【課題】誘導電動機に適正な給電制御を行うことにより、コンベア本体の簡易で効率のよい駆動制御が可能であり、また機能の異なるコンベア本体に対しても簡易かつ安価に対応が可能なコンベアの駆動制御装置を提供する。
【解決手段】金属の切削加工により生じたチップを搬送するコンベア本体13において、チップの詰まりが生じたとき、誘導電動機12に負荷が加わりその駆動電流が増加して、電流検出器の検出値が限界電流値以上になったとき、マイクロコンピュータにより限界電流値以上と判定されてインバータによる誘導電動機12への給電を停止させ、さらに所定時間後にインバータにより反転モードで給電を行わせ、誘導電動機12を反転させる。これにより、チップコンベア本体13に詰まったチップの詰まりを除くことができ、コンベアの回転力を最大限に活用しつつ誘導電動機12の焼損等の不具合を適切に回避することができる。
(もっと読む)
保持手段駆動装置、その制御方法、及び制御プログラム
【課題】電子部品と工程処理機構の処理位置とが適切かつ良好に接触することが可能な電子部品保持手段の保持手段駆動装置、その制御方法及び制御プログラムを提供する。
【解決手段】制御装置1405は、サーボモータ1403を駆動源として操作ロッド1401を下方駆動させることで、吸着ノズル1101に保持された電子部品3が駆動制御パターンに記憶された動作を実行する位置に到達し、この際の駆動電流を検知する。その後、当該サーボモータ1403の駆動電流値が上昇し始め、当該駆動電流値は電子部品3に加える適切な荷重に相当する所定の基準値に達する。この電流値の状態を、制御装置1405は、サーボモータ1403による操作ロッド1401の下方駆動が適正に行われている、すなわち、適切に電子部品が工程処理と接触していると判断する。
(もっと読む)
複数の壁を持つ紙製パッケージおよび織物製パッケージの位置決め方法
本発明の方法および装置は、複数の壁を持つ大型パッケージまたはバッグ用に利用されるような供給コンベアを初段コンベアと主コンベアとの間で用いることに関連する。供給コンベアは、プログラマブル論理制御装置または同等の装置によって制御されるサーボ装置によって駆動される。パッケージまたはバッグが供給コンベアに補足されると、該パッケージまたはバッグの前縁が光電センサーによって検知される。該前縁位置はプログラマブル論理制御装置へフィードバックされ、適切なタイミングでパッケージまたはバッグを主コンベアに供給するために、供給コンベアの望ましい速度が演算される。プログラマブル論理制御装置は、そうした望ましい速度を達成するために、サーボ装置を制御する。  (もっと読む)
(もっと読む)
コンベヤベルトのモニタリングシステム
【課題】集音マイクが、ガイドローラの回転音を収集する際に、搬送物やガイドローラにより破壊される可能性が低いコンベヤベルトのモニタリングシステムを提供する。
【解決手段】集音マイク2は、コンベヤベルト1の耳部(ベルト幅方向端部)に集音部をベルト幅方向外向きにして埋設されており、コンベヤベルト1の走行時にガイドローラの回転音を連続的に検出する。解析ユニット3は、コンベヤベルト1の走行時に集音マイク2からの信号を解析する。ガイドローラが回転不良となった場合には、回転音に変化が生じることから、この音を収集し、解析することでその周波数変化により、ガイドローラの回転不良を特定することができる。
(もっと読む)
スクリュー駆動搬送装置
【課題】構成を簡素化しつつ、搬送体がスクリュー軸を円滑に乗り継ぐことができ、高速に連続して搬送することができるスクリュー駆動搬送装置を提供することである。
【解決手段】搬送体120の係合部がスクリュー軸110の螺旋溝130に係合して搬送されるスクリュー駆動搬送装置において、スクリュー軸110が搬送方向に複数直列に配置され、それぞれのスクリュー軸110の駆動手段130が隣接するスクリュー軸110と回転速度及び回転位相を電気的に同期させる同期制御手段を有するように構成されていること。
(もっと読む)
物品移載システム
【課題】車載バッテリが弱くなるなどしても、トラックから荷物を搬送することができる物品移載システムを提供する。
【解決手段】車載コンベア25、26の速度を検出するセンサ29が地上コンベア30側に設けられているため、車載コンベア25、26の電源である車載バッテリ85が弱まって、車載コンベア25、26が車載駆動源27、28で駆動できなくなったとしても、手動又は車外(地上側)の電源で強制的に車載コンベア25、26を動かし、強制的に駆動された車載コンベア25又は26の速度に地上コンベア30の速度を同期させることができる。
(もっと読む)
搬送制御システム及び搬送制御方法
【課題】PLCなどの制御装置の処理待ちにより制御における遅延が生じることなく迅速且つ円滑な制御を実現可能にするとともに、制御対象と中央制御装置間の配線を省略できる搬送制御システムを提供する
【解決手段】本発明に係る搬送制御システムは、共通の伝送線を介して接続された複数のデータ処理子局を備える。前記データ処理子局は、前記共通の伝送線に伝送されている、前記データ処理子局の複数局に関する監視・制御データから、所定の局に関する情報を取り込み自局の制御・監視を判断し調整すると共に、自局に関する情報を前記共通の伝送線に出力する。前記データ処理子局から前記共通の伝送線に出力された前記自局に関する情報が、前記監視・制御データの一部として他局に取り込まれ他局の制御・監視因子となる。
(もっと読む)
搬送制御装置及び搬送制御方法
【課題】被搬送物の搬送先の負荷が高くなった場合にも、処理装置の総体としてのタクトタイムの短縮を図り、また、枚葉搬送ラインにおいても、演算処理を要するデータ量を増大させず、大掛かりな演算処理装置が不要で、演算処理時間が長くならない搬送制御装置を提供する。
【解決手段】処理設備の各搬送装置を制御する制御手段2は、上位システムから仕分け条件を受信し、この仕分け条件に基づいて仕分け情報を生成し、生産ロットが開始済みであるかを判別し、開始済みであれば、処理設備の被搬送物の搬出ポートのうち、空の搬出ポートがあるか否かを判別し、生産ロットが完了済みであるかを判別し、優先度の高い仕分け条件があるかを判別し、生産ロットが完了済みであり、空の搬出ポートがあれば、優先度の高い仕分け条件にしたがって、搬出ポートに仕分け情報を割付け、この仕分け情報にしたがって、搬送装置3−1,3−2,・・・3−nを制御する。
(もっと読む)
作業工程間搬送装置および作業工程管理システム
【課題】 搬送対象物の作業工程に積極的に寄与し、生産性(作業効率)を向上させる搬送装置の提供、すなわち、従来は、あくまでも作業工程において従属的装置であった搬送装置を生産性(作業効率)向上のために主導的装置とすることにある。
【解決手段】 作業工程間搬送装置10は、市販のアルミフレームを使用した構造躯体20に細幅の搬送ベルト30を備えたものである。搬送ベルト30は、スピードコントロール機能を備えた駆動ローラー(駆動モーター)40により回転駆動を得て、この搬送ベルト30上に載置された搬送対象物50を縦置きにて搬送する。
(もっと読む)
51 - 60 / 178
[ Back to top ]