
国際特許分類[B65G47/30]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 運搬または貯蔵装置,例.荷積みまたは荷あげ用コンベヤ;工場コンベヤシステム;空気管コンベヤ (20,388) | コンベヤに関連して物品または物質の取り扱い装置;そのような装置を用いる方法 (3,876) | コンベヤによって移送中物品の相対的位置または姿勢を変える装置 (851) | 物品を整列させるもの,例.個々の物品間の間隔を変えるもの (568) | 一連のコンベヤによる移送中に行うもの (328)
国際特許分類[B65G47/30]の下位に属する分類
一連のコンベヤの相対速度を変えることによって行うもの (86)
移送装置の適用 (2)
国際特許分類[B65G47/30]に分類される特許
11 - 20 / 240
ガラス瓶の耐内圧検査方法および耐内圧検査装置
【課題】 傷ついて耐内圧性が低下しているガラス瓶が加圧によって破壊しても、隣接するガラス瓶へ波及することを防止しながら、能率よく耐内圧検査を行うことができるようにする。
【解決手段】 ガラス瓶wを前後に並べて移送するとともに、前後に隣接するガラス瓶wの間に介在した遮蔽壁19をガラス瓶wと同期して移動させ、ガラス瓶wと同期移動する加圧ヘッド40でガラス瓶wの口を押圧封止し、加圧ヘッド40から瓶内に流体を加圧注入してガラス瓶wに内圧を印加し、加圧ヘッド40を移動させた後、ガラス瓶wの口から離間させる。
(もっと読む)
耳折り装置

【課題】処理の高速化に対応しながら耳部をきれいに折り曲げる。
【解決手段】耳折り装置10は、ピロー包装体XA1の耳部を折り曲げる装置である。この耳折り装置10は、耳部を側方に向けてピロー包装体XA1を搬送する搬送用フィンガーコンベア15と、この搬送用フィンガーコンベア15によって搬送されるピロー包装体XA1の側方において、当該ピロー包装体XA1の耳部の上方に位置し、搬送方向と平行に配置された一対のガイド片44と、これら一対のガイド片44の幅方向の外側において、ピロー包装体XA1と共に搬送方向に走行しつつ、当該ピロー包装体の耳部の下方から当該耳部を押しながらガイド片44の下端縁より上方に上昇し、ガイド片44を支点として耳部を折り曲げる曲げ動作をする耳押し部材42と、を備えている。
(もっと読む)
物品仕分装置
【課題】物品仕分装置1において、搬送ライン2から分岐ライン4に長物物品Mを受け渡す際に、搬送ライン2に沿った慣性の作用にて長物物品Mが斜め方向に進んで、後工程で姿勢が不揃いになるという問題を解消する。
【解決手段】本願発明の物品仕分装置1は、多数の長物物品Mを列状に並べて搬送する搬送ライン2と、搬送ライン2中の仕分け箇所から搬送ライン2の搬送方向Xと交差する仕分け方向Yに分岐した仕分けライン4と、仕分け箇所から仕分けライン4に向けて長物物品Mを送り出す仕分け機構10と、搬送ライン2と仕分けライン4との間に配置される中継コンベヤ装置40とを備える。中継コンベヤ装置40には、仕分け箇所から送り込まれた長物物品Mを一方向に横回転させて、仕分けライン4での長物物品Mの姿勢を搬送ライン2での搬送姿勢と交差する仕分け姿勢に変更する横回転付与手段42,43を有する。
(もっと読む)
搬送装置
【課題】物品の損傷と転倒とを防止し、容易に物品のグループ化を行なう搬送装置を提供する。
【解決手段】ボトルWを第一速度V1で搬送可能な第一コンベア10と、第一コンベア10の搬送方向の下流側に間隙Dを介して配置され、第一速度V1よりも大きい第二速度V2にて搬送可能な第二コンベア20と、第一コンベア10によって搬送される複数のボトルWから、単位ボトル群Uを分離するグループ化手段25とを備える搬送装置1において、グループ化手段25を、間隙Dから第二コンベア20の上面にわたって配されボトルWが第一コンベア10から順次移載されるシート状部材30と、第二コンベア20上のシート状部材30を下流側に向かって第一速度V1で送り出す一方でシート状部材30を間隙D内に引き込み、該シート状部材30上の所定個数のボトルWを単位ボトル群Uとして第二コンベア20上に移載させる往復動機構40とから構成する。
(もっと読む)
コンベア装置、集合型ゾーンコントローラ、並びにゾーンコントローラ
【課題】搬送物を一まとめにすることが可能であり、且つモータとゾーンコントローラの必要個数を減少させることができるコンベア装置、集合型ゾーンコントローラ、並びにゾーンコントローラを提供することを課題とする。
【解決手段】コンベア装置120は、ゾーンAA〜ACが搬送方向に直列に配置されたものである。ゾーンAA〜ACは、集合型ゾーンコントローラ101で制御される。ゾーンAA〜ACは、各々通常のものよりも搬送ローラ5の本数が多く、全長Lが長いので、主たる搬送物を、間隔を開けて3個載置することができる。存荷センサーSa〜Scは、それぞれゾーンAA〜ACの最も末端の位置にある。集合型ゾーンコントローラ101では、複数の搬送物を適度の間隔を設けて一まとめにする動作を各ゾーンの在荷センサーSa〜Scの信号と、プログラム上のタイマーの組み合わせによって実現している。
(もっと読む)
商品供給・集積装置
【課題】 商品供給・集積装置において供給コンベアでの商品の系外排出を防止する。
【解決手段】 複数の商品Pを下流側に向かって供給する供給コンベア2と、商品Pを所定個数ずつ集積した状態で下流側に向かって搬送する集積コンベア3と、供給コンベア2から商品Pを取り出して集積コンベア3に移載して集積させるパラレルロボット4と、パラレルロボット4の可動範囲Mに設けられ、パラレルロボット4により供給コンベア2から取り出された商品Pを一時的に仮置きしておくための仮置台5とを設ける。パラレルロボット4は、供給コンベア2により供給された商品Pが可動範囲Mを越えてオーバーフローすることで系外排出される前に、供給コンベア2により供給された商品Pを仮置台5に移載して仮置きするとともに、仮置台5に仮置きされた商品Pを集積コンベア3に移載するように駆動制御される。
(もっと読む)
ワーク移載システム
【課題】ワーク供給量のバラツキに関係なく、オーバーフローしないワーク移載システム。
【解決手段】ワーク4を搬送するピックアップコンベア2と、前記ワーク4を載置するためのトレイ5を搬送するプレイスコンベア3と、前記ワーク4を保持および解放して前記トレイ5へ移載する複数台のロボット7と、前記ワーク4および前記トレイ5の位置、形状および数量をそれぞれ検知するセンサと、前記センサからの情報に応じて前記ピックアップコンベア2および前記プレイスコンベア3の搬送速度と前記ロボット7の動作とを制御するコントローラ8とを有するワーク移載システム10において、複数台の前記ロボット7が、前記ワーク4の搬送方向に沿うように配設され、前記センサが、前記ワーク4の搬送方向における前記ロボット7の上流側と、前記トレイ5の搬送方向における前記ロボット7の上流側とに配設されるワーク移載システム。
(もっと読む)
果実の容器詰め装置
【課題】出荷パック内に見栄え良くイチゴを整列する。
【解決手段】制御部は、マシンビジョン62が取得した収穫箱70に収容されたイチゴの画像に基づいてイチゴの吸着位置を検出し、イチゴ搬送装置10に、収穫箱70に収容されたイチゴを吸着保持させるとともに、中継コンベア40上にイチゴを一旦載置させる処理と、マシンビジョンが取得した中継コンベアに載置されたイチゴの画像に基づいてイチゴの向き及び吸着位置を検出し、イチゴ搬送装置に、中継コンベアに載置されたイチゴを吸着位置にて吸着保持させるとともに、イチゴの向きに基づいて出荷パック52A〜52Dにイチゴを搬送させる処理とを実行させる。
(もっと読む)
シート搬送装置
【課題】複数丁取りの段ボールシートの1丁あたりの幅寸法が小さいときにも、1枚の敷板の上に1丁分ずつ段ボールシートを積めるようにする。
【解決手段】積み重ねシートAをシート幅方向に搬送して送り出す第1コンベヤ2と、第1コンベヤ2から積み重ねシートAを受け取る第2コンベヤ3と、第2コンベヤ3の上からベニヤ板Bの上に積み重ねシートAを移載するプッシャ6と、第1コンベヤ2と第2コンベヤ3の駆動を制御するコンベヤ制御装置とを有するシート搬送装置を採用する。コンベヤ制御装置は、積み重ねシートAの1丁あたりの幅寸法W1がベニヤ板Bの幅寸法W2よりも小さいときは、第1コンベヤ2から第2コンベヤ3への積み重ねシートAの受け渡し時に1丁分ごとに隙間が形成されるよう第1コンベヤ2と第2コンベヤ3を動作させる。
(もっと読む)
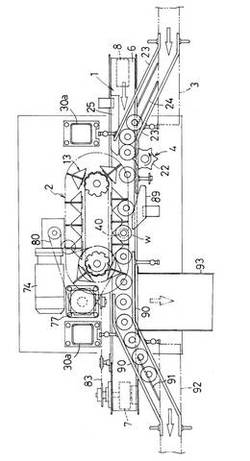
整列搬送装置
【課題】対象物の姿勢を常に安定姿勢に維持したまま、整列供給装置から搬送装置へと受け渡すことができる整列搬送装置を提供する。
【解決手段】対象物を一列に整列させて搬出部23から搬出する整列供給装置10と、整列供給装置10により整列された対象物が載置される2つの突条部32を備えた搬送ベルト31によって対象物を搬送する搬送装置30と、整列供給装置10から搬出された対象物Tを前記搬送装置30へと受け渡す受渡板50と、前記搬送装置30により搬送されている対象物に対して検査を実行する検査装置60とを備える。受渡板50は、その先端部から下方に傾斜するように延設された舌片部51を備え、この舌片部51は、その下端が突条部32の上面より下方に位置する。
(もっと読む)
11 - 20 / 240
[ Back to top ]