
国際特許分類[B65G47/30]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 運搬または貯蔵装置,例.荷積みまたは荷あげ用コンベヤ;工場コンベヤシステム;空気管コンベヤ (20,388) | コンベヤに関連して物品または物質の取り扱い装置;そのような装置を用いる方法 (3,876) | コンベヤによって移送中物品の相対的位置または姿勢を変える装置 (851) | 物品を整列させるもの,例.個々の物品間の間隔を変えるもの (568) | 一連のコンベヤによる移送中に行うもの (328)
国際特許分類[B65G47/30]の下位に属する分類
一連のコンベヤの相対速度を変えることによって行うもの (86)
移送装置の適用 (2)
国際特許分類[B65G47/30]に分類される特許
21 - 30 / 240
食品移送装置
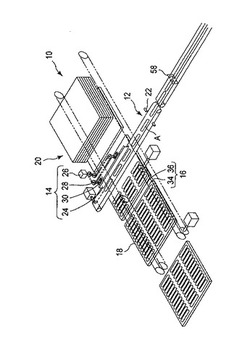
【課題】所定間隔をあけて順次連続して搬送されてくる食品のその後の処理を効率よく行うことができるよう、食品をトレイ上に連続的に移送することができる食品移送装置を提供すること。
【解決手段】食品Aを順次連続搬送する第1搬送手段12と、第1搬送手段12の一側に搬送方向に沿って延設された押出板24を備え、押出板24により食品Aを第1搬送手段12の他側に押し出すよう構成された押出手段14と、第1搬送手段12の下方に配設された、トレイ18を第1搬送手段12の搬送方向に対して垂直方向に搬送する第2搬送手段16と、第2搬送手段16にトレイ18を供給するトレイ供給手段20とを備えた食品移送装置10である。
(もっと読む)
集積供給システム

【課題】物品の形状や包装態様に関係なく、包装機に物品を供給できる集積供給システムを提供する。
【解決手段】集積供給システム12は、複数の物品XA1を外包機11に向けて搬送するベルトコンベア14と、ベルトコンベア14と協働するアームコンベア15と、物品XA1を外包機11に向けてガイドするガイドユニット16と、等を備えている。ガイドユニット16は、ベルトコンベア14のベルト33上に通路を形成する一対の外側ガイド部材46,47と、外側ガイド部材46,47に形成される通路を仕切って複数の小通路に分割する中間ガイド部材48〜52と、等を備えている。外側ガイド部材46,47は、外包機11に向かうに連れて互いの間隔が狭小となるようにベルトコンベア14の筐体45に取り付けられる。アームコンベア15は、ベルトコンベア14と共に、ベルト33に置かれた物品XA1を搬送するアーム57等を備えている。
(もっと読む)
搬送装置
【課題】物品群の前後端を効率よく揃えて当該物品群を搬送する搬送装置を提供する。
【解決手段】物品群Zを搬送する搬送装置1であって、物品群Zが滑動するシュート2と、シュート2の下方端に近接配置され、滑動した物品群Zが載置される載置台3と、載置台3の上方に配置されるコンベヤ4と、を備え、コンベヤ4は、載置台3上における物品群Zの搬送方向後端を押圧搬送可能な搬送片54を所定間隔で複数配設した無端索体51、及び、無端索体51を回転させる駆動手段6aを有する無端搬送手段を備えており、搬送片54は、シュート2の滑動面21上において物品群Zを受け止めて該物品群Zの搬送方向前端を揃えることを特徴とする搬送装置1。
(もっと読む)
移載秤量装置
【課題】複数種の容器をそれぞれ所望の高さで支持でき、しかも複数種の容器に投下される内容物を一つの秤量手段によって秤量できる移載秤量装置を提供する。
【解決手段】移載秤量装置1は、相互に上下方向の寸法を違える複数種の容器3,5から選択される容器を一つずつ送り出す容器供給手段7と、容器供給手段7を昇降させる導入昇降手段9と、相互に高さを違える複数の支持手段11,13と、容器に内容物を投下する主投下コンベヤと、主秤量手段19と、移載コンベヤ21と、容器に少量の内容物を投下する副投下コンベヤと、副秤量手段27と、移載コンベヤ21を昇降させる導出昇降手段29とを備える。
(もっと読む)
選果システム
【課題】表面が柔らかい青果物でも容易に箱詰めできる選果システムを提供する。
【解決手段】青果物6を載置した載置台5を上流側から下流側に搬送する主搬送手段が備えられ、主搬送手段には上流側から青果物6を載置台5上に載せる載置工程と、前記青果物6の品質を測定する品質計測工程と、前記品質計測工程の測定結果から等級や階級別に青果物6を選別してパック詰めするパック詰め工程とが設けられる選果システムにおいて、パック詰め工程は、主搬送手段の下流部で等級や階級別に分岐して搬送する複数の選別ライン30が設けられ、各選別ライン30の側方には、載置台5上に載置された青果物6のがく片側を吸着してパック48まで搬送し、整列させて吸着を解除してパック48内に詰めるパック詰めロボット33を備えるものとする。
(もっと読む)
物品分離装置
【課題】物品を連続して搬送しながら、物品を傷めることなく、後続の物品から分離させる物品分離装置を提供する。
【解決手段】物品を列をなした状態で搬送する搬送コンベヤ手段10と、先頭の物品に当接係合する係合部材51と、係合部材を移動させる係合部材駆動手段50と、隣接する物品同士間に進入そして脱出する分離部材31と、分離部材を移動させる分離部材駆動手段30を備え、係合部材駆動手段50が係合部材を先頭の物品P1の前面に当接した状態で前進せしめ、かかる状態で分離部材駆動手段30が分離部材を物品間に入り込ませて物品の搬送速度より遅い速度で前進移動させると共に、係合部材駆動手段50は、係合部材を先頭の物品P1の前面への当接を解除した後に、分離部材31が入り込んでいる物品P1,P2間に進入せしめ、分離部材31の移動速度より速い速度で係合部材を前進させて物品P1を前方へ押し出し、後続の物品P2から分離させる。
(もっと読む)
容器搬送装置
【課題】多数のボトルを一列に連続的に搬送する際、複数のボトルが連続搬送状態になったときに先頭のボトルに過大な押圧力が作用するのを抑制する。
【解決手段】ラベル装着システム1のラベラー2には複数のコンベア31A,31B,31C,…を一列に配置して多数のボトルBをラベラー2に供給するラベル搬送装置3が設けらる。コンベア31Aには各ボトルBのラベラー2への供給タイミングを調整するスクリュー4が設けられ、このスクリュー4の上流側に複数のボトルBを連続搬送状態にするボトル蓄積区間が設けられている。コンベア31A〜31Cのうち、コンベア31Bは順逆両方向に搬送方向が切換可能なコンベアで構成される。ボトル蓄積区間のボトルBの連続搬送状態の数が所定数以上なると、コンベア31Bの搬送方向を逆方向に切り換え、コンベア31B上のボトルBに上流側方向の押圧力を発生させることで、連続搬送状態の先頭のボトルBに作用する押圧力を低減する。
(もっと読む)
物品揃え装置
【課題】コンパクトで且つ製品長が異なる物品に対しても容易に対応することができる物品揃え装置を提供する。
【解決手段】乾麺は後方規制部材7で後方への移動が規制されつつ搬送されるもので、乾麺Nの前方において搬送方向に往復移動する前方規制部材16を設け、前方規制部材16はサーボモーターMにより駆動して、後方規制部材7に対し乾麺Nの長さに相当する距離まで接近可能とし、さらに前方規制部材16は搬送方向と直交する方向に往復移動させて、後方規制部材7の前方に位置する規制位置と後方規制部材7に干渉しない待機位置とを切り替える。
(もっと読む)
物品搬送装置
【課題】複数の物品が積み重ねられた積層物品を、直交する搬送路間で姿勢を乱すことなく安定して搬送する。
【解決手段】移送コンベヤ14は、独立して走行する第1無端チェン56および第2無端チェン58を備える。第1無端チェン56に配設した第1の支持部材64と、第2無端チェン58に配設した第2の支持部材68とは走行方向に交互に位置する。移送コンベヤ14は、送出位置Eの区画部18に収容した積層物品Wの前後を一対の支持部材64,68で支持して送り出す。送りコンベヤ12の搬送始端部に搬送した積層物品Wの後側の支持部材64,68を、送出位置Eの積層物品Wの前側まで後退し、前側の支持部材64,68を前進して積層物品Wの搬送経路から退避すると共に、前側の支持部材64,68を配設した無端チェン56,58の他の支持部材64,68を、送出位置Eの積層物品Wの後側まで移動する。
(もっと読む)
振り分け装置
【課題】低コストで、かつ多種の物品に対して1の列から多数列に安定して振り分けを行うことができる振り分け装置を提供することである。
【解決手段】本発明の振り分け装置100,100aにおいては、入口回転ローラ200と出口回転ローラ400とにゴム搬送部材300が掛けられている。そして、出口回転ローラ400がスライド移動する。したがって、伸縮自在のゴム搬送部材300を用いることで、物品の底面を、入口から出口まで確実に保持することができる。
(もっと読む)
21 - 30 / 240
[ Back to top ]