
国際特許分類[B65G60/00]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 運搬または貯蔵装置,例.荷積みまたは荷あげ用コンベヤ;工場コンベヤシステム;空気管コンベヤ (20,388) | 同時に,または交互に物品の積み重ねと積みおろしをするもの (42)
国際特許分類[B65G60/00]に分類される特許
31 - 40 / 42
搬送システム
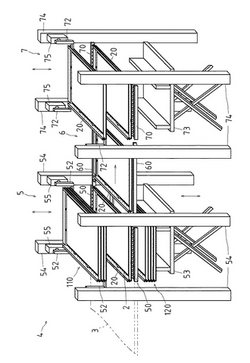
【課題】一度に大量の板状部材を搬送しつつ、短時間で、かつ省スペースでその板状部材を目的の収納順序に入れ替えることができるシステムを提供することを目的とする。
【解決手段】液晶ガラス2を載置した収納容器20が搬送される搬送システム1において、前記収納容器20は、液晶ガラス2が一枚載置され、積層された状態で搬送され、積層された収納容器20の積層順を入れ替える入れ替え装置4が配設され、前記入れ替え装置4は、積層された収納容器20から目的の収納容器20を分離する分離装置5と、目的の収納容器20を一時待避させる待避装置6と、前記分離装置5から前記待避装置6へ目的の収納容器20を搬出するコンベア50・50と、目的の収納容器20を前記分離装置5とは異なる積層順となるように目的の収納容器20を搬入するための空間を形成する空間形成装置7と、前記待避装置6から前記空間形成装置7へ搬入するコンベア60とを備えた。
(もっと読む)
外観検査装置

【課題】検査用ステージの復路において検査しない時間を省略して検査の効率化を図り、短時間に多くの検査対象物を検査できるようにした外観検査装置を提供する。
【解決手段】プリント基板9を積層するスタッカ10と、このスタッカ10から一枚ずつプリント基板9を取り出すピックアップ機構2と、このピックアップ機構2によって吸着して取り出されたプリント基板9を載置する検査用ステージ4と、この検査用ステージ4に載置されたプリント基板9を検査する外観検査部7とを備えてなる外観検査装置100において、検査用ステージ40、41を複数備え、これら複数の検査用ステージ40、41を上下方向にローテーションさせることによって順次外観検査部7にプリント基板9を通過させ、検査結果に応じて回収用スタッカ830に回収させるようにする。
(もっと読む)
容器の段積み段ばらし装置
【課題】 容器を連続的且つ高速に段積み段ばらしできる処理能力の高い容器の段積み段ばらし装置を提供する。
【解決手段】 対向して回動する左右の無端チェーン2に取り付けた掛止部材6が容器B側を移動する途中でその掛止部材6を所定区間容器B方向へ突出させるガイドレール7を設け、同ガイドレール7の所定区間の上端よりやや下方の高さに段積みされた容器Bの最下段を支持する支持部材9を容器B方向へ進退可能に設け、段積み時に掛止部材6が持ち上げた容器Bで上方の容器Bを押し上げて支持部材9から離間した後に支持部材9を後退させ、その後最下段の容器Bが支持部材9で支持できる位置に来ると支持部材9を前進させ、段ばらし時に掛止部材6が最下段の容器Bを若干持ち上げた後に支持部材9を後退させ、その後最下段の容器Bが支持部材9を下方へ通過した後に支持部材9を前進させるようにした。
(もっと読む)
ワーク移載方法、ワーク移載システム、電気光学装置の製造方法、電気光学装置、回路基板の製造方法、回路基板、および電子機器
【課題】 改めて位置検出を行うことなく、描画処理後のワークを除材ストッカのパレットに位置決め状態で移載することができるワーク移載システム等を提供することを課題とする。
【解決手段】 ワークWを位置決め状態するパレットPを互いに平行になるように収容する給材ストッカ202および除材ストッカ203と、ワークWに描画処理を行う描画装置11と、ワークWを移載するワーク移載装置13とを備えたワーク移載システム1であって、描画装置11は、描画処理前にセットテーブル122に移載したワークWの載置位置を認識する位置認識手段105と、認識結果に基き、セットテーブル122上で描画処理前のワークWの載置位置を補正する位置補正手段102と、位置認識手段105および位置補正手段102を制御する制御手段16とを有し、制御手段16は、描画処理の後、上記の認識結果に基き、位置補正手段102によりワークWを元の載置位置に戻す。
(もっと読む)
鉄道車両用の段積みストッカー
【課題】
鉄道車両のメンテナンス工場において、重量物を狭いスペースに保管する。
【解決手段】
鉄道車両用の段積みストッカー100は、入庫用コンベア11と、出庫用コンベア12と、複数台の搬送コンベア20を有する。複数台の搬送コンベア位置に対応して保管用基台16が備えられている。入庫用コンベアと出庫用コンベア間に複数の搬送コンベアを一直線状に配置する。保管用基台の両側面であって上部に開閉可能な支え腕40を配置する。記複数の搬送コンベアのそれぞれの中間部に上下に移動可能なリフター17を設けた。
(もっと読む)
トレイ搬送システム
【課題】板状ワークの搬送システムにおいて、カセットを用いる場合は多量搬送が可能であるが、個別搬送への対応に際して搬送効率を低下させることになり、一方、板状ワーク自体、もしくはトレイで保護して搬送する場合は、全体の搬送効率を上げることができない。
【解決手段】一つのストッカ4と、このストッカ4に対応して設けられる複数の処理装置3と、各処理装置3毎に対応して設けられるバッファステーション5A・5Bと、を備え、ストッカ4と各バッファステーション5A・5Bとの間は、トレイ2の積層体10が搬送されるバルク搬送区間とし、各バッファステーション5A・5Bと各処理装置3との間は、トレイ2が搬送される枚葉搬送区間とし、バッファステーション5Aには段ばらし装置8Aを設け、バッファステーション5Bには段積み装置5Bを設けた。
(もっと読む)
基板搬出入装置
【課題】 クリーンルームの高さに余裕がない場合でも能率的な基板処理に資する基板搬出入装置を提供する。
【解決手段】 複数段に段積みされたトレイに対する基板の搬出入を行う基板搬出入装置であって、第1のパレット201上に載置された複数段のトレイ202を作業対象トレイとして供給する作業対象トレイ供給手段203と、前記複数段のトレイのうち、最下段のトレイ202a以外のトレイを持ち上げるトレイ持上げ手段205と、前記最下段のトレイを前記第1のパレットから分離して取り出して移動させるトレイ切出移動手段と、前記取り出されたトレイに対して基板の取り出し又は格納動作を実行する基板挿抜手段と、前記基板の取り出し又は格納動作が完了したトレイを、第2のパレットの上に載置するトレイ段積み手段と、前記トレイ段積み手段によって前記第2のパレット上に積まれた所定数のトレイを排出するトレイ排出手段とを備える。
(もっと読む)
生鳥籠取扱装置
【課題】 生鳥籠から生鳥を取り出す際に生鳥が損傷せず、また洗浄の際に生鳥籠の内部の汚れを充分に除去でき、且つ多段に積み上げられた複数の生鳥籠から成る生鳥籠群からの生鳥籠の取り出しから空の生鳥籠群の形成までの行程が自動化された生鳥籠取扱装置を提供する。
【解決手段】 多段に積み重ねられた複数の生鳥籠から成る生鳥籠群から生鳥籠を一つずつ取り出す生鳥籠取り出し出装置と、生鳥籠の本体から蓋を取り外す蓋取り外し装置と、生鳥が取り出された生鳥籠の本体を洗浄する本体洗浄装置と、生鳥籠の蓋を洗浄する蓋洗浄装置と、生鳥籠の本体に蓋を装着する蓋装着装置と、空の生鳥籠を多段に積み上げて空の生鳥籠群を形成する生鳥籠段積み装置と、生鳥籠取り出し出装置と蓋取り外し装置と本体洗浄装置と蓋装着装置と生鳥籠段積み装置とを順次接続する第1コンベアと、蓋取り外し装置と蓋洗浄装置と蓋装着装置とを順次接続する第2コンベアとを備える。
(もっと読む)
層ピッキングシステム
【課題】 層ピッカーに対する払出し用のパレットの供給順序を変更可能な層ピッキングシステムを提供する。
【解決手段】 層ピッキングシステムは、自動倉庫から供給ライン20−1を通して供給され、配送先に対応した容器が段積みされている払出し用のパレットに対して層ピッキングを行い、ピッキングした容器を出荷用のパレットに積んで配送先別に出力する層ピッカー10と、層ピッキング終了後の残パレットを自動倉庫に戻す戻りライン20−2と、少なくとも配送先、出荷順位を示す出庫番号、出荷されるべき商品に関する情報を持つ層ピッキングスケジュールに基づいて前記供給ライン、戻りライン及び層ピッカーに対する制御動作を実行する制御装置とを備える。前記制御装置は、前記層ピッキングスケジュールにより規定されている前記層ピッカーへの前記払出し用のパレットの供給順序を変更する変更処理機能を有する。
(もっと読む)
層ピッキングシステム
【課題】 層ピッキング終了後の残パレットに対してシステムに最適な行先を決定することのできる層ピッキングシステムを提供する。
【解決手段】 本発明は、自動倉庫ASRSから供給ライン20−1を通して供給され、容器が段積みされているパレットに対して層ピッキングを行う層ピッカー10と、層ピッキング終了後の残パレットを自動倉庫に戻す戻りライン20−4と、あらかじめ用意されているピッキングスケジュールに基づいて制御動作を実行し、前記自動倉庫へのアクセス、前記供給ライン、戻りライン及び層ピッカーを制御する制御装置とを備える層ピッキングシステムに適用される。制御装置は、層ピッキング終了後の残パレットを、N順先までの未処理のピッキングスケジュールで規定されているパレットと照合を行うことで、残パレットを自動倉庫、直送ラインのうちの最適な方へ送る行先決定処理を行う。
(もっと読む)
31 - 40 / 42
[ Back to top ]