
国際特許分類[B65H61/00]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 薄板状または線条材料,例.シート,ウェブ,ケーブル,の取扱い (43,151) | 走行中の長尺物の定長計測のための装置の応用 (13)
国際特許分類[B65H61/00]に分類される特許
1 - 10 / 13
パイル糸用糸条の選択送り出し方法及び装置
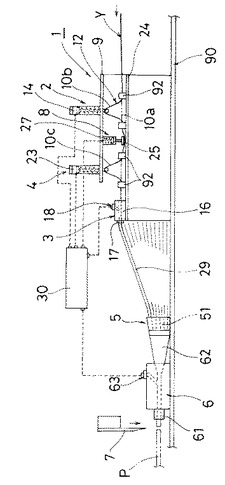
【課題】多色のパイル柄を形成するためのパイル糸用糸条、特には任意の色を作り出すことが可能なパイル糸用糸条の選択送り出し方法と装置を提供する・
【解決手段】所定の色種の複数本のパイル糸用糸条Yを、それぞれ糸条供給部から引き出し、それぞれの供給経路の末端部分を集合配置してなる集合待機部5に各糸条先端部y1を位置させて送出可能に保持しておき、送出しようとするパイル糸の色彩に応じて組み合わされる所定の色種及び本数の糸条Yを選択して、選択した各糸条Yを前記集合待機部5から糸条送出口6を通して集束状態にして送出する。
(もっと読む)
糸条の走行監視装置

【課題】本発明の目的は、目飛びなどの糸条の走行異常の検出用閾値を作業者の負担なく設定できる糸条の走行監視装置を提供することにある。
【解決手段】糸条の走行異常を判断する判断手段が、閾値検索をおこなう期間を設定する閾値検索時間設定部と、設定された閾値検索時間内に検出した糸条の一定送り量ごとのパルス数を閾値設定用パルス数として記憶する閾値設定パルス数記憶手段と、前記閾値設定用パルス数に基づいて走行異常を判断する閾値を設定する閾値設定手段と、を含む糸条の走行監視装置。
(もっと読む)
糸巻取装置及びそれを備える自動ワインダ
【課題】パッケージに巻き取られる糸長さを精密に測定することができる糸巻取装置を提供する。
【解決手段】自動ワインダの巻取ユニット10は、パッケージ30に所定長さの糸を巻き取るように構成される。この巻取ユニット10は、糸プール部71と、サーボモータ55と、糸長制御部90と、を備える。糸プール部71は、パッケージ30に巻き取られる前の糸を貯留する。サーボモータ55は、糸プール部71に糸を供給するために駆動される。糸長制御部90は、パッケージ30に所定長さの糸が巻き取られるように、サーボモータ55の正転パルス信号を供給カウント部91によってカウントする。そして、正転パルス信号のカウント値から、パッケージ30に巻き取られた糸長さが算出される。
(もっと読む)
糸条の走行監視装置
【課題】本発明の目的は、毛羽が存在しないかあるいはほとんど存在しないフィラメント糸の走行を監視することができる装置を提供することにある。
【解決手段】走行監視装置10は、走行する糸条12に光Lを照射する光源14と、糸条12に対して光源14とは反対方向に配置された差動型空間フィルタ素子16と、差動型空間フィルタ素子16の出力から糸条12の走行の有無を判断する信号処理回路18とを含む。本発明は糸条12の走行を監視するために、受光素子20a、20bのピッチを糸条12の凹凸の大きさと略同じとしている。
(もっと読む)
糸条の走行監視装置
【課題】本発明の目的は、合繊糸などの糸条であっても、非接触で正確にその走行が監視できる装置を提供することにある。
【解決手段】糸条の走行監視装置10は、糸条12に照射する光Lを発光する光源14と、光Lを糸条12に垂直に照射し、糸条12からの反射光を光源14とは異なる方向に導く導光手段16と、糸条12からの反射光を撮像素子18で受光し、撮像素子18の出力の単位時間ごとの相対変化から糸条12の動きを検出する手段20と、を含む。
(もっと読む)
線材巻取装置
【課題】トラバースの折り返しを巻姿に応じて調整することにより、良好な巻姿を得る。
【解決手段】トラバース中に、ボビンの中央部において、ボビン1回転毎にダンサーローラ位置と計尺量を測定する。複数回測定して、その平均値と標準偏差を算出し、閾値を決める。フランジ近傍部において、ボビン1回転毎にダンサーローラ位置と計尺量を測定し、平均値との差から変移量を算出する。変移量と閾値を比較する。変移量が閾値を超えると、巻姿が変化したと判断し、変化が開始した変移位置を検出する。トラバースを1往復して、両側のフランジ近傍部での巻姿を判断し終わると、次のトラバース中に、折り返し調整を行う。巻太りの場合、変移位置よりも中央寄りで折り返す。巻細りの場合、変移位置から減速して、折り返し基準位置で折り返す。
(もっと読む)
電線加工機における電線測長装置
【課題】 測長精度の向上が図れると共に構造の簡素化も図った電線加工機における電線測長装置を提供する。
【解決手段】 電線10を電線送給方向Pに沿って順次送給する加工電線給排機構と、電線長を測長する測長機構12を備える。加工電線給排機構は、電線10を両側より解除自在に挟持する対の電線送給部を備える。測長機構12は、加工電線給排機構の電線送給方向P上流側に配置され、電線10の一側に転動自在に当接される測長ローラ58と、電線10の他側に摺動自在に当接されると共に一定角度だけ回動自在に支持された従動ローラ体59とを備え、測長ローラ58に測長用エンコーダが連結され、従動ローラ体59を電線送給方向Pと反対方向に回動付勢する引張バネ74を備える。
(もっと読む)
巻き終わり糸の制御装置
【課題】 複数の給糸ボビンから大径の一個の巻取パッケージに巻き取る際に、糸継ぎの際のビリを防止すると共に、給糸ボビンの巻き終わりの糸端の糸跳ねをも防止可能とする巻き終わり糸の制御装置を提供することである。
【解決手段】 給糸ボビンの頭部から離れた待機位置1Aと、前記ボビンの頭部に近接する糸跳ね防止位置1Bと、前記ボビンの頭部に当接するビリ防止位置1Cとに移動自在とし、各ボビンの巻き終わり時に、前記糸跳ね防止位置に移動する糸跳ね防止部材(ブラシ3)を備える構成とした。
(もっと読む)
糸巻取装置の糸速度検出装置、及びトラバース装置の糸綾振り速度検出装置
【課題】糸巻取用の巻取ボビン6,7を回転駆動するパッケージ駆動モータ41と、このモータ41とは切り離されて駆動し、前記糸巻取の際に糸を綾振るためのトラバース装置5とを備えた糸巻取装置において、糸の走行速度を精度良く検出できる糸速度検出装置を提供する。
【解決手段】巻取ボビン6,7に糸4が巻き取られて形成された糸層の周面の周方向の糸層周面移動距離ΔPLsを検出する手段73と、糸層の幅方向の糸のトラバース移動距離ΔTLsを検出する手段74と、糸層周面移動距離演算手段73で検出されたΔPLsとトラバース移動距離演算手段74で検出されたΔTLsをそれぞれ入力し、入力されたΔTLs及びΔPLsから、糸がnトラバースストローク分(n≧1)移動するのに必要な時間当たりの糸層周面移動距離及びトラバース移動距離をそれぞれ計算し、この計算結果に基づいて糸の走行速度を求める糸速度演算手段77と、を備える。
(もっと読む)
繊維機械
【課題】パッケージを生産する繊維加工ユニットを多数備える繊維機械において、糸速センサーに固有の誤差のため、各錘で糸速センサーの検出する糸速に基づいてパッケージの糸長さを均一にしようとしても、実際に生産されたパッケージの糸長さは全錘で不均一となってしまう。
【解決手段】糸速を検出する糸速センサー7と、この糸速センサー7の検出値に基づいて、巻取りパッケージ4の糸長さを算出するシーケンサー12と、巻取りパッケージ4を形成する巻取り装置20と、を備えるワインディングユニット1を、多数備えるワインダー100であって、各糸速センサー7に対応する補正情報を、各シシーケンサー12に送信する設定器41を備え、各シーケンサー12は、各糸速センサー7の検出値を前記補正情報に基づいて各糸速の補正値を算出し、これらの各糸速の補正値に基づいて、各巻取りパッケージ4の糸長さを算出する。
(もっと読む)
1 - 10 / 13
[ Back to top ]