
国際特許分類[C03B11/00]の内容
化学;冶金 (1,075,549) | ガラス;鉱物またはスラグウール (20,277) | ガラス、鉱物またはスラグウールの製造または成形;または、ガラス、鉱物またはスラグウールの製造または成形における補助プロセス (8,207) | ガラスのプレス成形 (1,735)
国際特許分類[C03B11/00]の下位に属する分類
回転テーブルを有する機械におけるプレス (25)
サクションで種を供給される金型を有する機械におけるプレス (1)
往復型を有する機械におけるプレス (2)
プランジャーまたは型の構造 (442)
プランジャー,型またはプレスマシンの冷却,加熱または保温手段 (184)
金属挿入物を有するもの (7)
ガラスプレス用に特に適する伝動または調節機構 (69)
国際特許分類[C03B11/00]に分類される特許
61 - 70 / 1,005
光学素子の成形方法
【課題】本発明は、簡便なプレス成形操作により、成形型の成形面形状を精度良く転写し、歩留まりの向上、生産性の向上に寄与する光学素子の成形方法を提供する。
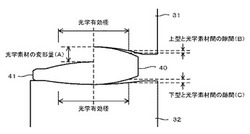
【解決手段】対向面が光学素子の成形面とされた一対の上型及び下型を互いに接近させて加熱軟化した光学素材を加圧して光学素子を成形する光学素子の成形方法であって、上型31及び下型32での加圧による光学素材40の中央部の変形量(A)と、上型31及び下型32を共に光学素材40を押圧せずに接触させた状態における、光学素子41の光学有効径又は芯取径での上型31と光学素材40との隙間(B)と、上型31及び下型32を共に光学素材40を押圧せずに接触させた状態における、光学素子41の光学有効径又は芯取径での下型32と光学素材40との隙間(C)と、が次の関係式(1)
A ≧ B+C …(1)
を満たす光学素子の成形方法。
(もっと読む)
磁気ディスク用ガラス基板の製造方法および磁気ディスク用板状ガラス素材

【課題】 主表面の表面凹凸を抑制した磁気ディスク用ガラス基板を、効率よく製造する方法及び磁気ディスク用ガラス基板を提供する。
【解決手段】 溶融ガラスの塊を、互いに対向しかつ略同じ温度に設定された一対の型の面を用いて挟み込みプレス成形することにより、ヘイズ率が20%以上の板状ガラス素材を成形する工程と、板状ガラス素材を固定砥粒を用いて研削する工程と、を有することを特徴とする磁気ディスク用ガラス基板の製造方法。
(もっと読む)
磁気ディスク用ガラス基板の製造方法
【課題】良好な表面凹凸の精度と耐衝撃性を備えた磁気ディスク用ガラス基板を、効率よく製造する方法を提供すること。
【解決手段】溶融ガラスの塊を、互いに対向し、かつ、略同じ温度に設定された一対の型の面を用いて挟み込みプレス成形することにより、板状ガラス素材を成形する工程と、板状ガラス素材の主表面に研磨パッドを押圧させ、板状ガラス素材と研磨パッドとの間に研磨材を含む研磨液を供給しながら、板状ガラス素材と研磨パッドとを相対的に移動させて、板状ガラス素材の主表面を研磨する研磨工程と、を有することを特徴とする磁気ディスク用ガラス基板の製造方法。
(もっと読む)
光学素子成形用素材の製造方法、及び、光学素子成形用素材の製造装置
【課題】光学素子成形用素材の製造方法及び製造装置において、半球形状又は半楕円体形状の成形用素材を容易に製造方法及び製造装置を提供する。
【解決手段】光学素子成形用素材の製造方法は、母材溶融ガラスG1の少なくとも一部を半球形状又は半楕円体形状の溶融ガラス体G2となるように基材11の平面部11aに付着させる付着工程と、その後、平面部11aに付着した溶融ガラス体G2を、半球形状又は半楕円体形状の状態で固化させる固化工程と、を含む。
(もっと読む)
光学素子の製造方法、及び、光学素子の製造装置
【課題】光学素子の製造方法及び製造装置において、上型と、これに当接する上当接部材との当接状態の解除を、上当接部材から上型への熱伝導が阻害されるのを抑えながら確実に行う。
【解決手段】上型2と下型3とを有する型セット1に収容される光学素子材料5を加熱する加熱工程と、その後、光学素子材料5を加圧する加圧工程と、その後、光学素子材料5を冷却する冷却工程と、上型2に当接可能な上当接部材11の上型2との当接状態を解除する当接解除工程と、を含み、上記加熱工程、上記加圧工程、及び、上記冷却工程のうち少なくとも1つの工程は、上型2に上当接部材11が当接した状態で行われ、上記当接解除工程では、上型2に加わる上向きの気圧力Puが上型2に加わる下向きの気圧力Pdと上型2の質量との合計よりも小さくなった後に、上当接部材11の上型2との当接状態を解除する、光学素子の製造方法。
(もっと読む)
光学素子の成形型
【課題】外観品質の優れた光学素子を成形することが可能な光学素子の成形型を提供する。
【解決手段】スリーブ4の両端から挿入される下型2の成形面2aと上型3の成形面3aとの間でプリフォーム1を挟圧して成形する光学素子の成形型K1において、スリーブ4に形成されたガス通気穴4aに、通気性を有する多孔質体5を装着し、異物がスリーブ4の内部に侵入することを確実に防止し、異物がプリフォーム1等に付着することに起因する成形品の外観品質の低下を防止する。
(もっと読む)
精密プレス成形用ガラスプリフォームの製造方法及び光学素子の製造方法
【課題】 成形型内で浮上するプリフォーム(ゴブ)の位置ずれを防止して、曲率の中心とプリフォームの中心が一致したプリフォームを確実に成形する。
【解決手段】 プリフォーム成形装置100の流出パイプ102aから流出させた熔融ガラスを所定量の熔融ガラス塊に分離しつつ、循環する複数の成形型104に順次供給してプリフォームに成形する精密プレス成形用ガラスプリフォームの製造方法であり、成形型104の移動経路上の所定の位置に送風装置200の送風ノズル210を設置し、熔融ガラス塊を浮上させた状態で保持する成形型104が送風ノズル210の下方に位置したときに、送風ノズル210から螺旋状に吹き出す気流を熔融ガラス塊の周縁に吹き付けて、熔融ガラス塊に鉛直方向に沿った軸周りに回転する力を与え、移動する成形型104上で熔融ガラス塊を成形する。
(もっと読む)
ガラス成形体の製造方法および製造装置
【課題】離型後の上型の成型面上の温度を所定の値に制御することが可能なガラス成形体の製造方法および製造装置を得る。
【解決手段】溶融ガラス41からガラス成形体を得るガラス成形体の製造方法は、下型20と、成型面12を有し、放熱防止部材50によって成型面12が覆われることが可能な上型10とを準備する工程と、下型20上に溶融ガラス41を供給する工程と、上型10および下型20が溶融ガラス41を加圧成形することによって、ガラス成形体を得る工程と、上型10からガラス成形体を離型した後、上型10が再び溶融ガラス41の加圧成形に供されるまでの間、ガラス成形体の離型によって露出した上型10の成型面12を放熱防止板50で覆う工程とを備える。
(もっと読む)
精密プレス成形用ガラスプリフォームの製造方法及び光学素子の製造方法
【課題】 成形型内で浮上するプリフォーム(ゴブ)の位置ずれを防止して、曲率の中心とプリフォームの中心が一致したプリフォームを確実に成形する。
【解決手段】 成形型104上に受けた被成形ガラス塊をプリフォームに成形する精密プレス成形用ガラスプリフォームの製造方法であり、鉛直方向下向きに気流を吹き出す第一の吹き出し口210aをノズル中央に設けるとともに、第一の吹き出し口210aの周囲に配されて螺旋状に気流を吹き出す第二の吹き出し口210bを設けた送風ノズル210の下方に、被成形ガラス塊を浮上した状態で保持する成形型104が位置するときに、第二吹き出し口210bから螺旋状に吹き出す気流を被成形ガラス塊の周縁に吹き付けて、被成形ガラス塊に鉛直方向に沿った軸周りに回転する力を与え、成形型104上で被成形ガラス素材をプリフォームに成形する。
(もっと読む)
精密プレス成形用ガラスプリフォームの製造方法及び光学素子の製造方法
【課題】 成形型内で浮上するプリフォーム(ゴブ)の位置ずれを防止して、曲率の中心とプリフォームの中心が一致したプリフォームを確実に成形する。
【解決手段】 プリフォーム成形装置100の流出パイプ102aから流出させた熔融ガラスを所定量の熔融ガラス塊に分離するとともに、熔融ガラス塊を成形型104に受けてプリフォームに成形する精密プレス成形用ガラスプリフォームの製造方法であり、成形型104の上方に送風装置200の送風ノズル210が配置されるようにし、熔融ガラス塊を成形型104上に浮上させた状態で、送風ノズル210から螺旋状に吹き出す気流を熔融ガラス塊の周縁に吹き付けて、熔融ガラス塊に鉛直方向に沿った軸周りに回転する力を与えて位置修正しつつ、熔融ガラス塊の上面の曲率を制御する。
(もっと読む)
61 - 70 / 1,005
[ Back to top ]