
国際特許分類[C03B37/027]の内容
化学;冶金 (1,075,549) | ガラス;鉱物またはスラグウール (20,277) | ガラス、鉱物またはスラグウールの製造または成形;または、ガラス、鉱物またはスラグウールの製造または成形における補助プロセス (8,207) | 軟化されたガラス,鉱物またはスラグからのフレーク,繊維またはフィラメントの製造または処理 (1,181) | ガラス繊維またはフィラメントの製造 (961) | 引き出しまたは押し出しによるもの (232) | 再加熱され軟化された管,棒,繊維またはフィラメントからのもの (200) | 異なった種類のガラスからなる繊維,例.光ファイバ (131)
国際特許分類[C03B37/027]に分類される特許
1 - 10 / 131
光ファイバの製造方法、制御装置、及びプログラム
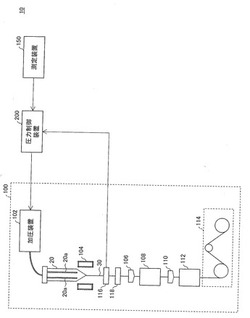
【課題】貫通孔形成位置又はプリフォーム径がプリフォームの長手方向に沿って変化する場合であっても、光ファイバの空孔径を所望の値にする製造方法を提供する。
【解決手段】光ファイバ製造装置100においてプリフォーム20の各部分を溶融延伸する際に貫通孔20aに導入するガスの圧力を、該部分におけるプリフォーム20の外径、及び、該部分における貫通孔20aの位置の少なくとも何れか一方に基づいて決定する圧力制御装置200を備えている。
(もっと読む)
光ファイバ素線の製造方法

【課題】光ファイバ素線の長手方向における硬化性樹脂層の被覆厚および偏肉量の変動はできる限り小さくする方法を提供する。
【解決手段】石英系光ファイバ母材1を紡糸用加熱炉2にて加熱溶融させ、紡糸用加熱炉2から光ファイバ裸線5として引き出し、光ファイバ裸線5の外周上に紫外線硬化樹脂をコーティングし、その紫外線硬化性樹脂層を外気の侵入を許容する紫外線硬化装置10内で紫外光を照射することにより硬化させ、ボビン6等に巻き取る工程により光ファイバ素線5dを製造するにあたり、紫外線硬化装置10内をパージするための窒素もしくは不活性ガスからなるパージ用ガス31の流量を、そのパージ用ガス31の流量に相関して紫外線硬化樹脂層の被覆厚が変化する領域内で制御することにより、被覆厚を制御する。
(もっと読む)
光ファイバ製造方法
【課題】線引時の有害ガス使用量を削減することができ、所望の空孔径を有し伝送損失が低い光ファイバを容易に製造することができる方法を提供する。
【解決手段】光ファイバ母材10の空孔13の表面積をSとし、光ファイバ母材10の半径をRとし、空孔13の体積を含む光ファイバ母材10の体積をVとする。また、光ファイバ20の空孔23の表面積をS’とし、光ファイバ20の半径をR’とし、空孔23の体積を含む光ファイバ20の体積をV’とする。このとき、((S’/V’)/(S/V))がR/R’より大きくなるように光ファイバ母材10を線引して光ファイバ20を製造する。
(もっと読む)
光ファイバ素線の製造方法および製造装置
【課題】光ファイバ裸線部分の表面層に、確実かつ安定して残留圧縮応力が付与された光ファイバ素線、すなわち耐曲げ性が確実かつ安定して優れた光ファイバ素線を製造する方法および装置を提供する。
【解決手段】紡糸用加熱炉14から引き出された光ファイバ裸線16を冷却・凝固させた後、光ファイバ裸線16の表面温度が100℃以下となった段階で、光ファイバ裸線16に張力を負荷した状態でその表面層のみを再溶融させ、その後、表面層を再凝固させてから樹脂被覆を施し、これにより張力解放後の状態で光ファイバ裸線16の表面に圧縮応力が存在する光ファイバ素線24を得るようにした。
(もっと読む)
結合型マルチコアファイバ用母材の製造方法、結合型マルチコアファイバの製造方法、及び、結合型マルチコアファイバ
【課題】信頼性の高い結合型マルチコアファイバを製造可能な結合型マルチコアファイバ用母材の製造方法、結合型マルチコアファイバの製造方法、及び、結合型マルチコアファイバの提供。
【解決手段】結合型マルチコアファイバ用母材10Pの製造方法であって、複数のコア11となる複数のコアガラス体11Pがクラッドガラス体12Pにより囲まれると共に、互いに隣り合うコアガラス体11Pの外周面同士が互いに接するように、複数のコアガラス体11Pと、クラッドガラス体12Pとを配置する配置工程P1と、コアガラス体11Pとクラッドガラス体12Pとの間の隙間を潰すコラプス工程P2とを備え、それぞれのコアガラス体11Pの外周面から所定の厚さの外側領域16は、ゲルマニウムが非添加とされるシリカガラスから成り、クラッドガラス体12Pは、コアガラス体11Pの外側領域よりも屈折率が低いシリカガラスから成る。
(もっと読む)
光ファイバの線引装置および線引方法
【課題】光ファイバの線引速度に対し、炉心管内の圧力を所定値以上の陽圧に維持して外気の巻き込みを抑制する光ファイバの線引装置と線引方法を提供する。
【解決手段】ファイバ導出口の下方にシャッター管部19を設け、ガラスファイバ12の外径を2r1、シャッター管19の内径を2r2、ガラスファイバ12の線引速度をV1、炉心管13の下方に流れてくる不活性ガスの流量をQとしたとき、
【数1】
を満足するようにされている。なお、シャッター管の内径は5mm〜15mm、シャッター管部の長さは30mm以上500mm以下とするのが好ましい。
(もっと読む)
光ファイバの製造方法
【課題】カットオフ波長の変動を良好に抑制して高品質な光ファイバを製造することが可能な光ファイバの製造方法を提供する。
【解決手段】予め測定した光ファイバ母材2の長手方向の屈折率分布に基づいてカットオフ波長の長手方向変動を予測するカットオフ波長予測処理と、線引張力とカットオフ波長との関係及び線引張力と被覆後張力との関係に基づいて、線引き後のガラスファイバ3のカットオフ波長が長手方向に一定となるような目標被覆後張力を決定する目標被覆後張力決定処理と、被覆後張力が目標被覆後張力となるように、線引炉12の炉温を制御する炉温制御処理とを含み、目標被覆後張力決定処理の際に、光ファイバ4の引き取り抵抗の変動に基づいて目標被覆後張力を補正する目標被覆後張力補正処理を行う。
(もっと読む)
ガイドローラ及び光ファイバの製造方法
【課題】光ファイバを損傷させることなく長期にわたって良好にガイドすることが可能なガイドローラ及び光ファイバの製造方法を提供する。
【解決手段】ガラスファイバG1が樹脂で被覆された光ファイバG2の走行をガイドするガイドローラであって、光ファイバG2が接触する表面におけるビッカース硬さが1000以上である。このガイドローラを、線引き炉21の直下に設けられて光ファイバG2の走行方向を変更する直下ローラ12として用いる。
(もっと読む)
光ファイバの製造方法
【課題】走行する光ファイバの異常部分を安価にマーキング表示することができ、且つ視覚により容易に検出することが可能な光ファイバの製造方法を提供する。
【解決手段】走行する光ファイバの異常部分を検出し、検出された異常部分の始端部分と終端部分の光ファイバの被覆層の表面に、にボビンへの巻き取り状態で1ターン以上10ターン以下の範囲に、着色剤を塗布する。なお、着色剤に磁性体を含有しているものを用いるようにしてもよい。
(もっと読む)
光ファイバ製造方法
【課題】アルカリ金属元素がコアに添加され伝送損失が小さい光ファイバを製造することができる方法を提供する。
【解決手段】平均濃度5原子ppm以上のアルカリ金属元素が添加されたコア部とクラッド部とを含む石英系光ファイバ母材20を線引装置1により線引して光ファイバ30を製造する。その線引の際にガラス温度が1500℃以上で保持される時間が110分以下である。線引速度は、1200m/min以上が好ましく、更には1500〜2300m/minが好ましい。光ファイバ母材20の直径は、70〜170mmφが好ましく、更に90〜150mmφが好ましい。
(もっと読む)
1 - 10 / 131
[ Back to top ]