
国際特許分類[C08J9/16]の内容
化学;冶金 (1,075,549) | 有機高分子化合物;その製造または化学的加工;それに基づく組成物 (224,083) | 仕上げ;一般的混合方法;サブクラスC08B,C08C,C08F,C08GまたはC08Hに包含されない後処理 (26,873) | 多孔性または海綿状の物品または物質にするための高分子物質の処理;その後処理 (4,816) | 発泡性粒子の製造 (454)
国際特許分類[C08J9/16]の下位に属する分類
発泡剤を重合体粒子に含浸させるもの (268)
発泡剤の存在下に懸濁重合するもの (26)
国際特許分類[C08J9/16]に分類される特許
1 - 10 / 160
熱可塑性樹脂予備発泡粒子及び熱可塑性樹脂発泡粒子成形体
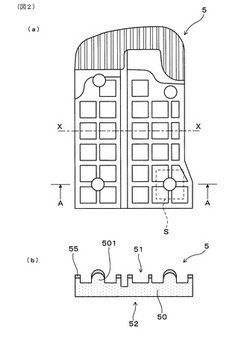
【課題】優れた擦れ音防止性能を有し、かつ機械的強度に優れた発泡粒子成形体を製造できると共に、ブロッキングを抑制して取扱い性に優れる熱可塑性樹脂予備発泡粒子、及び該熱可塑性樹脂予備発泡粒子を用いた熱可塑性樹脂発泡粒子成形体を提供すること。
【解決手段】炭素数12〜24の脂肪酸アマイド、及び炭素数14〜20の飽和脂肪酸とグリセリンとのモノエステル化合物が表面に付着した熱可塑性樹脂予備発泡粒子である。予備発泡粒子100質量部に対し、脂肪酸アマイドの付着量は1〜8質量部であり、モノエステル化合物の付着量は2〜10質量部である。また、熱可塑性樹脂予備発泡粒子を型内成形してなる熱可塑性樹脂発泡粒子成形体、及び熱可塑性樹脂予備発泡粒子の型内成形体55を表面の少なくとも一部に有することを特徴とする熱可塑性樹脂発泡粒子成形体5である。
(もっと読む)
ポリオレフィン系樹脂予備発泡粒子およびその製造方法
【課題】 ポリオレフィン系樹脂予備発泡粒子に関し、生産性を損なうことや設備の制約が少なく、予備発泡粒子間の倍率バラツキ、気泡バラツキが小さく、型内発泡成形に用いた場合に、型内発泡成形体の予備発泡粒子間の融着、表面性、寸法精度に優れる型内発泡成形体が得られるポリオレフィン系樹脂予備発泡粒子を提供すること。
【解決手段】 ポリオレフィン系樹脂(a)100重量部に対し、ポリオレフィン・ポリエーテルブロック共重合体(b)0.2重量部以上5重量部未満、発泡核剤(c)0.005重量部以上2重量部以下および、ポリオレフィン・ポリエーテルブロック共重合体以外の親水性物質(d)を含有するポリオレフィン系樹脂からなるポリオレフィン系樹脂粒子を発泡させてなるポリオレフィン系樹脂予備発泡粒子。
(もっと読む)
発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体

【課題】高発泡倍数で機械強度に優れた発泡成形体を得ることが可能な発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体の提供。
【解決手段】樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡性ポリスチレン系樹脂粒子を得る、溶融押出法によって製造された発泡性ポリスチレン系樹脂粒子において、発泡性ポリスチレン系樹脂粒子全体に流動パラフィンが、ポリスチレン系樹脂100質量部に対し0.01〜5質量部の範囲内で均一に含有されたことを特徴とする発泡性ポリスチレン系樹脂粒子。
(もっと読む)
発泡性ポリスチレン系樹脂粒子とその製造方法、ポリスチレン系樹脂予備発泡粒子及びポリスチレン系樹脂発泡成形体
【課題】耐候性と機械強度に優れた発泡成形体を得ることが可能な発泡性ポリスチレン系樹脂粒子とその製造方法の提供。
【解決手段】樹脂供給装置内で溶融されたポリスチレン系樹脂に発泡剤を圧入・混練し、発泡剤含有の溶融樹脂を樹脂供給装置先端に付設されたダイの小孔から直接冷却用液体中に押し出し、押し出すと同時に押出物を高速回転刃で切断するとともに、押出物を液体との接触により冷却固化して発泡性ポリスチレン系樹脂粒子を得る、溶融押出法によって製造された発泡性ポリスチレン系樹脂粒子において、発泡性ポリスチレン系樹脂粒子全体に酸化防止剤及び/又は紫外線吸収剤が、ポリスチレン系樹脂100質量部に対し0.005〜5質量部の範囲内で均一に含有された発泡性ポリスチレン系樹脂粒子。
(もっと読む)
発泡性熱可塑性樹脂粒子とその製造方法、熱可塑性樹脂予備発泡粒子及び熱可塑性樹脂発泡成形体
【課題】耐熱性、機械的強度及び発泡性に優れた発泡性熱可塑性樹脂粒子その予備発泡粒子、及び発泡性形体の提供。
【解決手段】発泡剤を含む熱可塑性樹脂粒子からなる発泡性熱可塑性樹脂粒子であって、前記熱可塑性樹脂が、スチレン−メタクリル酸−メタクリル酸メチル共重合体であることを特徴とする発泡性熱可塑性樹脂粒子。
(もっと読む)
熱可塑性樹脂ビーズ発泡体、及び熱可塑性樹脂ビーズ発泡体の製造方法
【課題】軽量でかつ、平均気泡径を大きくしてなお圧縮強度の高いビーズ発泡法、及びそれの製造方法を提供する。
【解決手段】圧力容器内で未発泡熱可塑性樹脂粒子に不活性ガスを浸透させた後、圧力容器内の圧力を開放してガスが浸透した未発泡樹脂粒子を取り出し、該粒子を構成する樹脂のガラス転移点以上の温度に該粒子を加熱して発泡させて得られる、10%圧縮応力σ10(kPa)を密度ρ(kg/m3)で割った数値σ10/ρが5以上である熱可塑性樹脂ビーズ発泡体。
(もっと読む)
ポリエチレン系樹脂発泡粒子、ポリエチレン系樹脂発泡成形体及びポリエチレン系樹脂発泡粒子の製造方法
【課題】環境問題及び化石燃料資源の枯渇の解決に貢献可能なポリエチレン系樹脂発泡粒子、ポリエチレン系樹脂発泡成形体及びポリエチレン系樹脂発泡粒子の製造方法を提供する。
【解決手段】ポリエチレン系樹脂発泡粒子は、ASTM D 6866により測定された植物度が80%以上の植物由来ポリエチレン系樹脂を含み、植物度が1%以上である。ポリエチレン系樹脂発泡粒子は、このポリエチレン系樹脂発泡粒子を用いて発泡成形させて得られる。ポリエチレン系樹脂発泡粒子の製造方法は、ASTM D 6866により測定された植物度が80%以上の植物由来ポリエチレン系樹脂を押出機に供給して発泡剤の存在下にて溶融混練する工程と、押出機から押出し発泡させて押出物を形成し、押出物を粒子状に切断する工程とを備える。
(もっと読む)
発泡性熱可塑性樹脂粒の製造方法
【課題】 熱可塑性樹脂を主原料とし、低沸点で拡散係数が高い発泡剤を圧入しても、簡易かつ安価で、安定的に、また確実に未発泡の発泡性熱可塑性粒が得られる製造方法を提供することにある。
【解決手段】 熱可塑性樹脂、発泡剤、造核剤および、その他の添加剤を押出機内で溶融混練し、複数の小孔を有するダイから加圧冷却水中に未発泡状態で押出し、ダイに接する回転カッターで切断して小粒化する発泡性熱可塑性樹脂粒の製造方法において、発泡剤の種類および量を規定し、加圧冷却水の圧力を1.5MPa超3.5MPa未満とすることにより、低沸点で拡散係数が高い発泡剤を圧入しても、簡易かつ安価で、安定的に、また確実に未発泡の発泡性熱可塑性粒を得ることができる。
(もっと読む)
難燃性発泡性スチレン系樹脂粒子の製造方法
【課題】 難燃性能が低下することなく、押出機での溶融混練中に分解せず、さらには環境適合性にも優れた難燃剤を使用した難燃性発泡性スチレン系樹脂粒子の製造方法を提供する。
【解決手段】 スチレン系樹脂100重量部に対して、臭素系難燃剤と安定剤との混合物0.5重量部以上15重量部以下、および発泡剤3重量部以上10重量部以下を押出機に供給した後、押出機内で溶融混練された溶融樹脂を、押出機先端に取り付けた小孔を多数有するダイスを通じて、循環水で満たされたカッターチャンバー内に押し出し、押し出し直後から、ダイスと接する回転カッターにより溶融樹脂を切断する難燃性発泡性スチレン系樹脂粒子の製造方法であって、臭素系難燃剤と熱安定剤との混合物の、熱重量分析における1%重量減少温度が、該臭素系難燃剤単体の1%重量減少温度に対して2℃以上高い温度であり、発泡剤が、炭素数3以上6以下の炭化水素の少なくとも1種であることを特徴とする難燃性発泡性スチレン系樹脂粒子の製造方法。
(もっと読む)
発泡性ビーズの二次発泡を可能にする方法
【課題】二次発泡が可能で、かつ堆肥化可能なまたはバイオベースのポリエステルからなる軽量発泡ビーズ及びその製造方法を提供する。
【解決手段】押出機中で溶融加工性組成物を混ぜ合わせ、押出成形物を形成する工程と、第1の発泡剤を前記組成物中に組み入れる工程であって、前記第1の発泡剤が物理的発泡剤を含む工程と、第2の発泡剤を前記組成物中に組み入れる工程であって、前記第2の発泡剤が化学発泡剤を含む工程と、押出成形物をペレット化しビーズを形成する工程と、を含む、方法。
(もっと読む)
1 - 10 / 160
[ Back to top ]