
国際特許分類[C21D1/26]の内容
化学;冶金 (1,075,549) | 鉄冶金 (18,991) | 鉄系金属の物理的構造の改良;鉄系もしくは非鉄系金属または合金の熱処理用の一般的装置;脱炭,焼もどし,または他の処理による金属の可鍛化 (13,238) | 熱処理,例.焼なまし,硬化,焼入れ,焼きもどし,の一般的方法または装置 (4,197) | 焼なまし方法 (153)
国際特許分類[C21D1/26]の下位に属する分類
焼ならし (12)
応力除去焼なまし (41)
軟化焼なまし,例.球状化 (36)
国際特許分類[C21D1/26]に分類される特許
1 - 10 / 64
車両補強用中空部材
【課題】接合部信頼性、エネルギーコスト、表面性状、製品形状の各点で有利に製造できる、車両補強用中空部材を提供する。
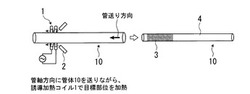
【解決手段】C:0.05〜0.20質量%、Si:0.5〜2.0質量%、Mn:1.0〜3.0質量%、P:0.1質量%以下、S:0.01質量%以下を含有し、残部がFe及び不可避的不純物であり、フェライト相とマルテンサイト相との2相組織又は該2相と残留オーステナイト相との3相組織をなし、引張強度が980MPa以上である電縫鋼管を素管に用い、該素管の管長さ方向の一部分における管周方向の全域若しくは一部に対し500〜750℃に加熱後室温まで冷却する熱処理を施してなり、該熱処理部3(若しくは3A)の引張強度が未熱処理部4に比し200MPa以上低く、且つ、前記熱処理部の引張強度と伸びの積が14000MPa・%以上である。
(もっと読む)
冷間鍛造性に優れた鋼材、及びその製造方法
【課題】本発明は変形抵抗の低減と共に変形能の向上を図り、優れた冷間鍛造性を発揮できる鋼材、およびその製造方法を提供すること。
【解決手段】本発明の鋼材は、C:0.15〜0.6%、Si:0.05〜0.6%、Mn:0.1〜1.5%、P:0.05%以下(0%を含まない)、S:0.001〜0.05%、Cr:0.01〜0.5%、Al:0.01〜0.1%、N:0.01%以下(0%を含まない)を含有し、残部は鉄、及び不可避的不純物からなると共に、鋼の金属組織が、セメンタイトとフェライトを有し、全組織に対するセメンタイトとフェライトの合計面積率は95面積%以上であると共に、前記セメンタイトの90%以上のアスペクト比が3以下であって、且つ前記セメンタイトの平均重心間距離が1.5μm以上であり、更に前記フェライトの平均結晶粒径が5〜20μmであること。
(もっと読む)
コイル焼鈍装置

【課題】コイルの焼鈍時に発生するコイル欠陥を低減すると共に生産性を確保しつつさらにコスト面からも問題ない技術を提供する。
【解決手段】本発明のコイル焼鈍装置1は、コイル9を横に倒してコイルの端面を載置する台部15と台部15を支持する脚部とを有するコイル支持台7を備えたコイル焼鈍装置であって、
脚部が、台部15の下面側の外周部を囲むように全周に亘って設けられた壁状の外側脚部17と、外側脚部17の内側に外側脚部17と所定の空間を介して設けられた壁状の内側脚部19とを備えてなることを特徴とするものである。
(もっと読む)
転動体転動面の熱処理方法と転動体転動面の熱処理装置
【課題】 熱的影響を低減させて矯正作業を不要とすることができ、且つ、十分な焼き入れ深さと硬度を得ることができる転動体転動面の熱処理方法と転動体転動面の熱処理装置を提供すること。
【解決手段】 転動体転動面に対する焼き入れをレーザー焼き入れによって行うようにした転動体転動面の熱処理方法において、上記レーザー焼き入れを施す前に予めプレヒート処理を施すようにしたものであり、それによって、素材の深部まで焼き入れ温度に加熱することができ、十分な焼き入れ深さを得ることができるものであり、また、レーザー焼き入れを施しているので熱的影響が大幅に軽減し、矯正作業を不要とすることができるものである。
(もっと読む)
溶融亜鉛鍍金鋼板の製造設備及び製造方法
【課題】鍍金付着量の均一化を図りつつ、シワ状の欠陥発生を抑えることで、製造する溶融亜鉛鍍金鋼板の表面品質を向上可能な溶融亜鉛鍍金鋼板を製造する。
【解決手段】連続して搬送されてくる鋼板20を、連続焼鈍炉5で焼鈍し、続けて溶融亜鉛鍍金浴7に浸漬して鍍金処理を行う。上記連続焼鈍炉5の冷却帯4で、複数のロールを千鳥状に配置してなるレベラ21で、連続して搬送されてくる上記鋼板20に対して曲げ矯正を行う。
(もっと読む)
連続焼鈍炉における冷却装置
【課題】鋼帯の冷却装置としてエアージェットクーラーを採用した連続焼鈍炉において、錆等の異物がエアー噴流に混入して鋼帯の表面に噴射され、鋼帯表面に製品欠陥を生じる問題を、生産性を低下させることなく回避可能とした連続焼鈍炉における冷却装置を提供する。
【解決手段】遠心式循環ブロワ1と、遠心式循環ブロワ1の前段に設けられた熱交換器4と、熱交換器4の後段に設けられた遠心式循環ブロワ1で昇圧された冷却ガスを、連続焼鈍炉内6に返送する冷却ガス返送管7と、冷却ガス返送管7の先端にあって冷却ガスを連続焼鈍炉6へ吹き込む冷却ノズル3とを有し、冷却ガス返送管7から冷却ガスの一部を吸引後、異物除去処理を行うサイクロ2ンと、異物除去処理後の清浄ガスを、循環ブロワの前段に返送する清浄ガス返送管8を備える。
(もっと読む)
被削性に優れた中・高炭素鋼板の製造方法
【課題】 最終焼鈍条件を適正化することにより被削性が改善され、機械部品,自動車部品等の素材として有用な中・高炭素鋼板を製造する。
【解決手段】 C:0.45〜1.5%,Si:1.0%以下,Mn:0.1〜2.0%,S:0.02%以下,P:0.03%以下,Al:0.005〜0.20%を含むとともに,更にNi:2.5%以下,Cr:2.0%以下,Mo:1.0%以下から選ばれた一種又は二種以上を含む鋼材を熱延し、酸洗後又は酸洗・冷延後に最終焼鈍する。均熱温度Ta:(A1点+20℃)〜(A1点+80℃),均熱時間t:5〜40時間,冷却速度R:5〜60℃/時,式(A)のX値がX≧0となる条件下で最終焼鈍することにより、被削性の向上に有効な球状セメンタイト+パーライトの混合組織が得られる。
X=R−(4.81×105)/{(t2/3+20)×(Ta−A1)}3/2 ・・・・(A)
(もっと読む)
容易に成形可能な平鋼製品の製造方法、平鋼製品及び該平鋼製品から部品を製造する方法
本発明は、0.1〜0.4重量%のC含量を有する容易に成形可能な平鋼製品を経済的に製造できる方法に関する。そのため、本発明によれば、焼きなまし処理を0.1〜25体積%のH2、H2Oと、残余のN2及び残りとして技術的に不可避の不純物とを含み、かつ−20℃〜+60℃の露点を有する焼きなまし雰囲気下で行い、この焼きなまし雰囲気の関係H2O/H2は最大0.957である。焼きなまし処理後、平鋼製品を600〜1100℃の保持温度に加熱し、この温度で10〜360秒の保持時間、平鋼製品を保持し、その結果、焼きなまし処理後に得られる平鋼製品は、10〜200μmの厚さであり、かつその自由表面に隣接する延性エッジ層(R)を有し、このエッジ層は、エッジ層で覆われている平鋼製品の内部コア層の延性より大きい延性を有する。本発明は、それに応じて提供される、特に熱間成形又は冷間成形に適した平鋼製品及び該平鋼製品から部品を製造する方法にも関する。 (もっと読む)
アルミニウム撚り電線の焼鈍方法、及び、線材の焼鈍方法
【課題】焼鈍効率が高く、かつ、電線への傷つきや切れの発生の恐れがないアルミニウム撚り電線の焼鈍方法を提供する。
【解決手段】アルミニウム撚り電線を一方の電極とし、該一方の電極と前記アルミニウム撚り電線に沿ってかつアルミニウム撚り電線と離間して配置された他方の電極との間に、高周波電源により大気圧プラズマを発生させて焼鈍処理を行う線材の焼鈍方法。
(もっと読む)
連続焼鈍炉における直火炉の配管構造、直火炉および連続焼鈍炉ならびに金属帯の製造方法
【課題】連続焼鈍炉における直火炉の配管構造として、熱処理材への異物の付着を的確に抑止できるとともに、設備投資のコストも低減できる、連続焼鈍炉における直火炉の配管構造を提供する。
【解決手段】連続焼鈍炉における直火炉20の配管構造として、直火加熱バーナー15の燃料ガス配管にフィルター2が設置されており、そのフィルター2の上流側は一般炭素鋼配管1で、フィルター2の下流側はSUS配管3となっている。
(もっと読む)
1 - 10 / 64
[ Back to top ]