
国際特許分類[C22C38/40]の内容
化学;冶金 (1,075,549) | 冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理 (53,456) | 合金 (38,126) | 鉄合金,例.合金鋼 (19,815) | クロムを含有するもの (6,130) | ニッケルを共に含有するもの (4,065)
国際特許分類[C22C38/40]の下位に属する分類
銅を共に含有するもの (49)
モリブデンまたはタングステンを共に含有するもの (178)
バナジウムを共に含有するもの (131)
ニオブまたはタンタルを含有するもの (96)
チタンまたはジルコニウムを含有するもの (316)
コバルトを共に含有するもの (95)
ほう素を共に含有するもの (590)
炭素を1.7重量%より多く含有するもの (22)
マンガンを1.5重量%より多く含有するもの (2,478)
国際特許分類[C22C38/40]に分類される特許
1 - 10 / 110
射出成形用組成物の製造方法および射出成形用組成物
【課題】無機粉末やバインダーの偏在が少ない射出成形用組成物を得ることができ、その結果、変形や欠損等が少ない高品質な焼結体を製造可能な射出成形用組成物、およびかかる射出成形用組成物を製造する方法を提供すること。
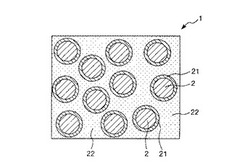
【解決手段】無機粉末と第1の樹脂とそれよりも含有率が少ない第2の樹脂とを含有するバインダーとを含む射出成形用組成物を製造する方法であって、ポリアセタール系樹脂を主成分とする第1の樹脂を凍結粉砕する第1の粉砕工程と、グリシジル基含有重合体を主成分とする第2の樹脂を凍結粉砕する第2の粉砕工程と、各粉砕工程で得られた粉末と無機粉末とを混合し、混合粉末を得る混合工程と、混合粉末を混練し、混練物1を得る混練工程と、を有する。混練物1は、無機粉末の粒子2を覆うよう設けられ、主としてグリシジル基含有重合体からなる内層21と、その外側に位置し、主としてポリアセタール系樹脂からなる外層22と、を有する。
(もっと読む)
射出成形用組成物、焼結体および焼結体の製造方法

【課題】脱脂時における保形性の高い成形体を製造可能であり、変形や欠損等が少ない高品質な焼結体を製造可能な射出成形用組成物、かかる射出成形用組成物を用いて製造された寸法精度の高い焼結体、およびかかる焼結体を効率よく製造可能な焼結体の製造方法を提供すること。
【解決手段】本発明の射出成形用組成物は、金属材料およびセラミックス材料の少なくとも一方で構成された無機粉末と、成分Aとしてポリアセタール系樹脂と成分Bとしてエチレン−グリシジルメタクリレート系共重合体とを含むバインダーと、を含有することを特徴とする。また、本発明の射出成形用組成物を成形してなる混練物1では、無機粉末の粒子2の表面を覆うように設けられ、主として成分Bで構成された内層21と、内層21の外側に位置し、主として成分Aで構成された外層22と、を有する。
(もっと読む)
帯鋼又は鋼板の製造方法
【課題】
従来、比較的厚さが薄く、幅が狭い帯鋼又は鋼板を製造するためには、通常の熱延鋼板又は冷延鋼板を所定の厚さまで圧延し、スリットして更に圧延するか、予めスリットしてから所定の厚さまで圧延する。スリット工程の省略、スタート材から製品までの歩留まり向上、薄帯鋼板から製品までの歩留まり向上、小規模な設備による製造の可能性、少量で多品種の製品から大量で特定の品種の製造までに利用可能な帯鋼又は鋼板の製造方法を提案する。
【解決手段】
市販されている炭素鋼又はフェライト系ステンレス鋼若しくはオーステナイト系ステンレス鋼からなる鋼線材若しくは鋼線又は棒鋼をスタート材とし、冷間温度域において最終厚さまで平ロールで圧延する方法、又は、先ず孔型ロールで冷間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか若しくは先ず孔型ロールで温間温度域で圧延した後、冷間温度域で平ロールで最終厚さまで圧延するか、のいずれかとし、スタート材から中間材及び最終材の所定の段階までに、大ひずみを導入する。
(もっと読む)
13Cr継目無鋼管製管用丸鋳片の連続鋳造方法
【課題】凝固末期に発生する収縮孔とそれに起因するAタイプ割れの発生を、Cタイプ割れとともに実用レベルで十分抑制できる13Cr継目無鋼管製管用丸鋳片の連続鋳造方法を提供する。
【解決手段】13Cr継目無鋼管用丸鋳片を連続鋳造する際の凝固末期強制冷却するに当たり、連続鋳造されているストランドの軸心部応力が圧縮サイドから引張サイドに転換する点をストランドの表面温度Ts及び軸心部温度Tcの単位時間当たりの降下率(dTs/dt)及び(dTc/dt)から誘導されるSR=(dTs/dt)−(dTc/dt)の積分値の符号が負から正へ転換する時点を求め、該転換点においてストランド軸心部の温度が溶鋼の熱間延性発現温度,1100℃未満となっているように凝固末期強制冷却条件を制御する。
(もっと読む)
微細結晶子高機能金属合金部材とその製造方法
【課題】その合金の持つ優れた特性を失うことなく、欠点を改良し諸特性向上させることを特徴する微細結晶子高機能金属合金部材及びその製造方法とそのビジネス展開。
【解決手段】結晶格子が、面心立方格子、体心立方格子、最密六方格子である高純度合金を含む金属合金の結晶子をナノメートルサイズ(10−9m〜10−6m)、マイクロメートルサイズ(10−6m〜10−3m)に微細化し、その形状を調整する。
(もっと読む)
窒素を含有する粉末焼結体の製造方法
【課題】 本発明の目的は、窒素を含有しない安価な合金組成の原料粉末を用いても長時間の窒化処理をすることなく、瞬時に合金元素として窒素を添加した不純物の少ない焼結用粉末を高効率で作製し、高強度で耐食性に優れる粉末焼結体を得るための製造方法を提供することである。
【解決手段】 本発明は、窒素を含有する粉末焼結体の製造方法であって、所定質量の原料粉末を準備するステップと、プラズマ動作ガスと高周波誘導コイルから発生する高周波エネルギとによりプラズマ炎を形成するとともに、該プラズマ炎が存在する空間の窒素濃度を5体積%以上にするステップと、前記原料粉末を前記プラズマ炎中に投入して溶融凝固させて、0.1質量%以上の窒素を含有する焼結用粉末を得るステップと、前記焼結用粉末を焼結するステップとを含む窒素を含有する粉末焼結体の製造方法である。
(もっと読む)
高純度フェライト系ステンレス鋼の分塊圧延方法
【課題】丸ビレットへの分塊圧延時に、捩れや倒れが発生せず、かつ、シワ疵が発生しないようにする。
【解決手段】質量%で、C≦0.01%、N≦0.01%、Cr:17〜20%、Ni≦0.5%の高純度フェライト系ステンレス鋼製の横断面が円形でない鋳片を、孔型圧延により熱間加工し、横断面が円形の丸ビレットに分塊圧延する方法である。圧下前の鋳片の横断面の高さh0と幅b0の比h0/b0を2.0以下、鋳片の加熱温度を1000℃〜1200℃とする。下記式を満たす圧下率((圧下前の鋳片の高さh0−圧下後の鋳片の高さh1)/圧下前の鋳片の高さh0)(%)で分塊圧延する。
圧下率≦−10.619×(圧下前の鋳片の横断面の高さh0と幅b0の比h0/b0)+23.298。
【効果】捩れや倒れが発生せず、かつ、シワ疵が発生しないように高純度フェライト系ステンレス鋼を丸ビレットに分塊圧延できる。
(もっと読む)
圧延軸受鋼鋼材
【課題】転動疲労寿命に優れた圧延軸受鋼鋼材の提供。
【解決手段】O≦0.0010%及びS≦0.004のJIS G 4805(2008)に規定の高炭素クロム軸受鋼鋼材の化学組成を満たす鋼材で、該鋼材の長手方向縦断面において、超音波疲労試験の破壊起点である介在物径を極値統計処理して求めた危険体積144mm3中の予測最大介在物径√AREA≦45μm、破壊起点である介在物の平均のアスペクト比≦7であり、更に破壊起点の介在物が酸化物の場合には、平均組成における含有量がCaO:2.0〜20%、MgO:0〜20%及びSiO2:0〜10%で、かつ残部がAl2O3であって、特定の2元系、3元系及び4元系の酸化物のうちの何れかからなり、かつ、破壊起点の介在物が硫化物の場合には、平均組成における含有量がCaS:100%のCaSの1元系硫化物、又はCaS:1.0%以上、MgS:0〜20%で、かつ残部がMnSであって、特定の2元系又は3元系の硫化物からなる圧延軸受鋼鋼材。
(もっと読む)
冷間鍛造用鋼の製造方法
【課題】 従来の技術では得られなかった、割れの発生しない冷鍛性に優れた中炭素鋼を提供することである。
【解決手段】 質量%で、C:0.45〜0.60%、Si:0.10〜0.50%、Mn:0.50〜1.20%、Ni:0.30%以下、Cr:0.30%以下、P:0.030%以下、S:0.030%以下を含有し、残部Feおよび不可避不純物からなる中炭素鋼を、球状化焼なまし処理の最高点温度のAc1〜Ac1+50℃の範囲に加熱して一定時間保持した後、冷却する際に730〜650℃の範囲を30℃/hr以下の徐冷の冷却速度とした後、さらに常温に冷却する方法を、図1に示すように、バッチ式炉または連続炉で2回以上繰返す方法からなる球状化焼なまし後の硬さが83HRB以下でかつ組織中の球状炭化物比率が70%以上である冷間鍛造用鋼の製造方法。
(もっと読む)
変更された低温表面硬化方法
【課題】低温ガス浸炭方法は優れた耐食性を有し硬化されたステンレス鋼製品を達成できるが、かかる過程をより迅速、より経済的な運転を達成できるように、この方法を改良すること、および従来可能であったよりも迅速に浸炭ができ、これによりこの手順の総費用を減らし得るステンレス鋼及びその他の鉄ベース材料の表面硬化のための改良された低温ガス浸炭方法を提供すること。
【解決手段】変更された低温表面硬化方法であって、より具体的には、加工物が、炭素を加工物内に拡散させるにために高い浸炭温度で浸炭用ガスと接触され、これにより析出炭化物の形成なしに所定厚さの硬化されたケースを形成するガス浸炭による加工物を表面硬化させる方法であって、浸炭の早期の段階中に迅速な浸炭を助長し同時に浸炭の後期段階における析出炭化物の形成を避けるように、浸炭の瞬間的速度が、浸炭中により減らされる方法など。
(もっと読む)
1 - 10 / 110
[ Back to top ]