
国際特許分類[C23C2/00]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793)
国際特許分類[C23C2/00]の下位に属する分類
被覆される材料の前処理,例.選択された表面部分を被覆するためのもの (264)
被覆材料に特徴があるもの (1,087)
溶融被覆層の過剰量除去;被膜厚さの制御または調整 (178)
後処理 (538)
溶融浴上のフラックスまたは被覆材 (12)
振動エネルギーを浴または基板に作用させるもの (8)
処理される材料の形状に特徴があるもの (451)
国際特許分類[C23C2/00]に分類される特許
141 - 150 / 255
製品の品質改善条件解析装置、解析方法、コンピュータプログラム、及びコンピュータ読み取り可能な記録媒体
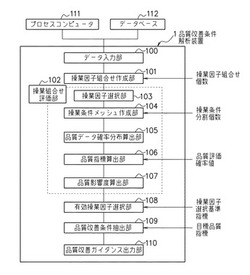
【課題】全ての操業因子の組合せに対して、操業の変化に対する品質の変化が相対的に大きく、品質改善に有効な操業因子の組合せを自動的に抽出し、かつ所定の品質レベルを満たす操業条件の組合せを表示することで製品の品質を簡単に解析する。
【解決手段】操業条件を複数の範囲に分割し、これを複数の操業因子間で組み合せた操業条件メッシュを作成して、各操業条件メッシュにおける品質データの確率密度に基づいて品質指標を算出する。全ての操業因子の組合せに対して、各操業条件メッシュの品質指標から最大値と最小値を選択し、その差分で算出される影響度が大きな操業因子の組合せを選択して提示する。更に、所定の目標品質指標と品質改善に相対的に効果の大きい操業因子の組合せにおける操業条件メッシュの品質指標を比較し、目標品質を達成する操業条件メッシュと、そのメッシュに対応する操業条件を選択してガイダンスする。
(もっと読む)
溶融亜鉛メッキライン用転がり軸受

【課題】溶融亜鉛メッキラインのシンクロール軸受やサポートロール軸受として好適な溶融亜鉛メッキライン用転がり軸受を提供する。
【解決手段】溶融亜鉛メッキ浴に浸漬されて使用される転がり軸受の内輪11、外輪12及び転動体13を、Si3N4またはα−サイアロンまたはβ−サイアロンをマトリックスとし、かつ該マトリックスを強化材で強化したセラミックス基複合材料で形成した。
(もっと読む)
溶融金属めっき装置
【課題】ドロスの発生を抑制しドロスのメインポットへの混入を抑制する、優れためっき品質を有する製品を得るための連続溶融金属めっき装置を提供する。
【解決手段】メインポット3内には、鋼板Sがプリメルトポット側の斜め上方からメインポット3内に進入するようにスナウト1を、進入してきた鋼板Sが方向転換後メインポット3から引き上げられるようにシンクロール2をそれぞれ配し、プリメルトポット5内には、鋼板Sに付着して減少するめっき金属を補うために金属インゴット4を配している。さらに、前記メインポット3と前記プリメルトポット5を同一浴面にて連接する流路9を備え、前記メインポット3の一部から流路9を経て前記プリメルトポット5の一部までの浴面にはカバー6を配している。また、好ましい構造として、プリメルトポット5内もしくは流路9内に、少なくとも一つ以上の仕切板7を配している。
(もっと読む)
合金化溶融亜鉛系めっき鋼板の製造設備及び製造方法
【課題】鋼種,めっき付着量,及びその他の外的要因の急な変化に対応して,常に最適な製造条件で合金化溶融亜鉛めっき鋼板を製造可能にする。
【解決手段】合金化溶融亜鉛めっき鋼板の製造設備1が,急速加熱炉6を退出して通板する鋼板Iに対し保熱及び冷却の少なくともいずれか一方を行う保熱冷却兼用炉7を備えるようにする。また,保熱冷却兼用炉7を,鋼板Iを保熱手段21で保熱温度500℃以上かつ650℃以下に保熱する保熱領域15及び鋼板Iを吹付ノズル22で5℃/sec以上の平均冷却速度で冷却する冷却領域16の炉内での比率を変更可能であるように構成する。
(もっと読む)
溶融亜鉛系めっき方法およびそのための装置
【課題】溶融亜鉛系めっきを行う際に発生するドロスがめっき槽内に堆積することを防止し、発生したドロスを効率よく除去できる安価で構造が簡単なめっき方法と装置を提供する。
【解決手段】溶融亜鉛系めっきは、溶融金属を収容するめっき容器をめっき槽とドロス除去槽に分割し、めっき槽の溶融金属浴に鋼帯を浸漬して溶融亜鉛系めっきを行い、めっき槽の溶融金属浴をドロス除去槽へ移送し、ドロス除去槽で溶融金属浴中のドロスを除去し、ドロス除去槽の溶融金属浴をめっき槽に設けた開口部からめっき槽に戻すことからなる。めっき装置は、めっき槽、ドロス除去槽、めっき槽の溶融金属浴をドロス除去槽へ移送する手段とドロス除去槽の溶融金属浴をめっき槽に戻すためにめっき槽に配設された開口部からなる。
(もっと読む)
溶融金属めっき浴用滑り軸受装置
【課題】調心機能を有し、かつ荷重の高い場所でも使用可能なセラミックス製の滑り軸受を備える溶融金属めっき浴用滑り軸受装置を提供する。
【解決手段】セラミックス製滑り軸受11と金属製軸受ホルダ12との間に調心部材13を備え、調心部材13と金属製軸受ホルダ12との接触面の一方が球面の凸面であり、他方がこの球面と面で接触する球面の凹面である溶融金属めっき浴用滑り軸受装置10とする。
(もっと読む)
連続溶融金属めっき設備のスナウト内異物除去装置
【課題】連続溶融金属めっき設備のスナウト内異物除去装置を提供する。
【解決手段】スナウト内浴面に発生する異物をスナウト外に排出するガスリフトポンプを有し、前記ガスリフトポンプは一方の直管部がスナウト内のめっき浴面に吸引口を有する吸い込み配管をなし、他方の直管部がスナウト外のめっき浴面に排出口を有する排出配管をなす略U字状の連通管と、前記排出配管に内挿され、ガスリフト用ガスを放出するガス供給管を有し、前記ガス供給管はガスリフト用ガスが供給される直管部と前記直管部の先端に同軸に取り付けられ、前記ガスリフト用ガスを放出する先端部材を備え、前記先端部材は前記直管部より大径の円筒部材で、前記排出口側となる端面に、前記直管部の外周に沿って配置された複数の開口部を有し、好ましくは先端を円錐体とする。
(もっと読む)
添加物の溶融方法及び溶融装置、並びに亜鉛系成形体の製造方法及び製造装置
【課題】溶融亜鉛に添加した添加物を従来よりも短時間で確実に溶融して溶融亜鉛内で均一化し、溶融亜鉛に添加された添加物を溶融する効率と添加物の添加された溶融亜鉛の品質とを向上させる。
【解決手段】添加物の溶融装置2が、溶融亜鉛Lを進行させる流路8と、前記流路8を進行する溶融亜鉛Lに添加物Aを添加する添加部25と、を有するように構成する。また、流路8に開口部を備えたゲート26(27)を設け、その開口部の大きさはゲート26(27)の下流に配置された流路8の長さに基づいて設定されるようにする。さらに、前記開口部が、鉛直方向に沿ってスリット状に形成されているようにする。
(もっと読む)
表面処理鋼板製造設備
【課題】大気開放による鋼板の品質を低下させずに、簡易な構造にて連続焼鈍経路と、連続溶融めっき経路とを容易に切替え可能とし、且つ製品品質と保守性を向上させた表面処理鋼板製造設備を提供することを提供することにある。
【解決手段】溶融金属Mを溜めるめっき浴槽11と、過時効帯から搬送された鋼板Sを溶融金属Mに浸漬し、最終冷却帯に走行させる走行経路と、前記過時効帯から搬送された鋼板Sを溶融金属Mに浸漬させずに、前記最終冷却帯に走行させる走行経路とを切替える経路切替機構とを有するめっき帯10、加熱帯、均熱帯、徐冷帯、急冷帯、前記過時効帯、および前記最終冷却帯の各帯を炉殻15にて覆うようにした。
(もっと読む)
鮮麗外観を備える溶融亜鉛めっき鋼板の製造方法
【課題】溶融亜鉛の淀みと、めっき浴面上の異物に起因する表面欠陥及び表面外観欠陥の発生を防止し、鮮麗な外観を備える溶融亜鉛めっき鋼板を製造する。
【解決手段】鋼板を、下端がめっき浴に浸漬するスナウトを通して、めっき浴に浸入させる溶融亜鉛めっき鋼板の製造方法において、(a)スナウト内部のめっき浴面下に、メタルポンプを、鋼板を挟んで配置し、(b)スナウト下端に、(b-1)下端部が少なくとも鋼板幅に渡りめっき浴に浸漬する整流形成部材を、(b-2)メタルポンプの吐出口及び吸引口の幅と同等又は同等以下の間隔をもって、かつ、(b-3)メタルポンプから所要の間隔を保持して設置したことを特徴とする。
(もっと読む)
141 - 150 / 255
[ Back to top ]