
国際特許分類[C23C2/02]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 被覆される材料の前処理,例.選択された表面部分を被覆するためのもの (264)
国際特許分類[C23C2/02]に分類される特許
241 - 250 / 264
ほうろう用アルミめっき鋼板の製造方法
【課題】 ほうろう層の表面に開口する欠陥である爪飛びの発生を防止または抑制することができるほうろう用アルミめっき鋼板の製造方法を提供する。
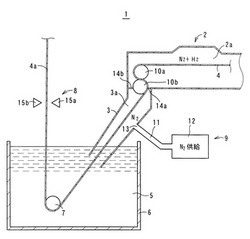
【解決手段】 アルミめっき前処理として、水素ガスが含まれる還元雰囲気の形成された還元熱処理炉2中で加熱される際に鋼板4中へ吸蔵された水素を、還元熱処理炉2の下流側に設けられるスナウト3の内部空間3aに形成された窒素雰囲気中で加熱することによって鋼板4から放出させた後、めっきポット6中のアルミ合金の溶湯5に浸漬してほうろう用アルミめっき鋼板を製造する。
(もっと読む)
表面外観に優れた溶融Zn−Al−Mg−Siめっき鋼板及びその製造方法。
【課題】
黒斑点の発生しにくい表面外観の優れたZn−Al−Mg−Si溶融めっき鋼板及びその製造方法を提供する。
【解決手段】
加熱還元、冷却後、Mg:2.8%以上、Al:10.5%以上、Si:0.01〜0.5%含有し、残りがZnと不可避成分よりなる浴中で溶融めっきし、溶融めっきポットから出た鋼板をガスワイピングで付着量を調整した後に、溶融状態のめっき層を冷却凝固させるに際し、340±10℃の温度範囲の冷却速度を10℃/s以上とすると共に、330〜310℃の温度範囲の冷却速度を7℃/s以下とし、このZn合金めっき層中でMg2Zn11/MgZn2のX線強度比が0.5以下にすることを特徴とする均一外観を有する溶融Zn−Al−Mg−Siめっき鋼板の製造方法。
(もっと読む)
冷延鋼板の製造方法

【課題】鋼板表面に均一な歪みが形成された冷延鋼板の製造方法とそれを利用しためっき鋼板の製造方法を提供する。さらに、具体的には、安価な製造コスト(焼鈍1回)で、鋼板表面に均一な歪みが形成された冷延鋼板の焼鈍方法を提供する。
【解決手段】冷延鋼板の連続焼鈍工程を構成する冷却帯以降における鋼帯温度が100℃以上の領域で、圧下率0.2%以上2.0%以下で圧延をし、次いで外径50mm以上500mm以下の2本以上のロールに接触角がそれぞれ30°以上で接しながら通板をする。
(もっと読む)
溶融Zn−Al−Mg系合金めっき用フラックス組成物及びそれを用いた溶融Zn−Al−Mg系合金めっき鋼材の製造方法
【課題】 本発明は、均一で外観美麗な溶融Zn−Al−Mg系合金めっきを簡易に可能とするフラックス組成物及びこれを用いた溶融Zn−Al−Mg系合金めっき鋼材の製造方法を提供する。
【解決手段】 質量%で、金属Ni換算で5〜23%のNiイオンを含む水溶液からなることを特徴とする溶融Zn−Al−Mg系合金めっき用フラックス組成物、及びこれを用いた溶融Zn−Al−Mg系合金めっき鋼材の製造方法である。
(もっと読む)
溶融亜鉛めっき方法および溶融亜鉛めっき設備
【課題】 Feよりも酸化し易い元素を含有する鋼板を酸化還元法により酸化還元した後、溶融亜鉛めっきするに際し、ラインスピードを低下させることなく、酸化炉の炉長を長くすることなく、前記酸化還元法での酸化により形成する酸化膜の膜厚を厚くすることができる溶融亜鉛めっき方法および溶融亜鉛めっき設備を提供する。
【解決手段】 (1) Feよりも酸化し易い元素を含有する鋼板を酸化還元法により酸化還元した後、溶融亜鉛めっきするに際し、前記酸化還元法での酸化を火炎照射により行い、この際に火炎の酸化領域に鋼板を通過させ、鋼板表面に酸化膜を200 〜2000Å/sの酸化膜成長速度で成長させることを特徴とする溶融亜鉛めっき方法、(2) 前記方法において、火炎照射の前に鋼板の温度を600 ℃超の温度にした後、火炎照射をするもの、(3) 前記方法を実施するための溶融亜鉛めっき設備等。
(もっと読む)
低融点合金の堆積により少なくとも一つの活性物質を担持する装置を製造するための方法
その表面が、例えば、酸洗いによって既に処理されている(2)と共に、好ましくは、個々の部材への連続切断用に調製された、金属ネットまたは微細穴あきおよび延伸金属シートのリボン(1’)上の液体状態にある低融点合金のストリップの連続堆積に基づく活性物質を担持する装置(21、21’)を製造する方法が記載される。堆積(3)は、一定ジェットでの層流波中への浸漬により、小滴の噴霧により、または液体分配により行なうことができる。 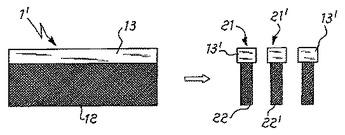 (もっと読む)
(もっと読む)
高張力溶融亜鉛めっき鋼板とその製造方法
【課題】曲げ加工性、めっき密着性、表面性状に優れる引張強度750MPa以上の高張力溶融亜鉛めっき鋼板とその製造方法を提供する。
【解決手段】C:0.05〜0.20%、Si:0.5%以下、Mn:1.0〜3.0%、P:0.05%以下、S:0.05%以下、sol.Al:0.1%以下およびN:0.01%以下、さらにTi:0.5%以下およびNb:0.5%以下の1種または2種を合計で0.05%以上、残部Feおよび不純物の鋼組成を備え、表面から板厚中心方向に向かって深さ1〜10μmの表面近傍部における平均C濃度([C]S)と表面から板厚中心方向に向かって深さ0.1mmまでの部分を除いた内部の平均C濃度([C]B)との比([C]S/[C]B)を0.85以下、かつ表面から板厚中心方向に向かって深さ1〜10μmの表面近傍部におけるフェライトの面積率を80%以上とする。
(もっと読む)
高張力鋼ストリップを溶融浸漬コーティングする方法
本発明は、種々の合金成分を有する高張力鋼ストリップを亜鉛及び/又はアルミニウムでどぶ漬けコーティングする方法に関する。本発明によると、初めにストリップを、還元雰囲気中の連続炉において、約650℃の温度まで加熱し、ここで、ごく少量の合金成分のみが、ストリップ表面へ拡散する。反応室(連続炉中へ組み込まれおり、そして、酸化雰囲気を含む)中で、750℃までの温度で非常に短い熱処理によって、大部分が純鉄からなる表面を酸化鉄層へ変換する。前記酸化鉄層は、還元雰囲気中における、後続の高温での焼鈍処理間に、合金成分がストリップ表面へ拡散するのを防ぐ。還元雰囲気中で、酸化鉄層が純鉄層へ変換し、そこへ亜鉛及び/又はアルミニウムが、最適な付着性を伴って溶融浴中で付与される。 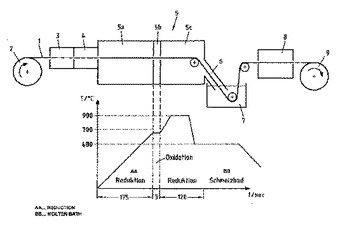 (もっと読む)
(もっと読む)
合金化溶融亜鉛めっき鋼板とその製造方法
【課題】 高強度・高延性のバランス、成形性に優れた合金化溶融亜鉛めっき鋼板とその製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.25、Mn:0.5〜3.0、Si:0.2〜1.2、Al:0.3〜2.0以下、P:0.1以下、S:0.1以下、N:0.02以下、Ni:0.2〜1.5、Cu:0〜0.5を含有する母材に設けた、合金化溶融亜鉛めっき皮膜のFeの重量%を8〜18、かつめっき皮膜の平均付着量Mav(g/m2)と最大付着量Mmax(g/m2)との関係が(i)式を満足するように構成する。 Mmax≦4.5×Mav ・・・(i) 製造に当たっては、焼鈍、冷却、一定温度範囲保持などの工程を経た鋼板をめっきする際に、母材鋼板中のSiとAlの濃度の和をW(質量%)、溶融亜鉛浴侵入直前のスナウト内雰囲気ガスの露点をV(℃)とすると、WとVが下記(ii)式を満足するようにする。 V≦−35−4.5×W2 ・・・(ii)めっき工程を経た鋼板を鋼板温度が420〜600℃の範囲で5〜100s合金化処理をする。
(もっと読む)
鉄−炭素−マンガンの鋼帯に亜鉛浴にて溶融めっきを施すための方法
本発明は、連続しているオーステナイト系の鉄/炭素/マンガン鋼の帯にアルミニウムを含む亜鉛の液体浴で溶融めっきを施す方法であって、酸化マンガンの薄い層で覆われた帯をもたらすため、鉄に対して還元性である雰囲気が内部に存在しているオーブンにて上記帯に熱処理が加えられ、次いで酸化マンガンの薄い層で覆われた上記帯が上記浴に通され、上記浴のアルミニウムの含有量が、鉄/マンガン/亜鉛合金の層と亜鉛の外側層とを含む被膜を帯の表面に形成するため、アルミニウムによって酸化マンガン層を完全に還元するために必要な含有量に少なくとも等しい値をもたらすように調節されている方法に関する。  (もっと読む)
(もっと読む)
241 - 250 / 264
[ Back to top ]