
国際特許分類[C23C2/02]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 被覆される材料の前処理,例.選択された表面部分を被覆するためのもの (264)
国際特許分類[C23C2/02]に分類される特許
21 - 30 / 264
低温靭性と穴拡げ性に優れた高強度熱延鋼板及びその製造方法
【課題】穴拡げ性に優れるとともに、低温靭性にも優れた引張強度590MPa以上の高強度熱延鋼板及びその製造方法を提供する。
【解決手段】延性脆性遷移温度が−50℃以下であり、圧延面に平行で、圧延方向に平行な{211}<011>方位のX線ランダム強度比(ランダムサンプルの回折強度との比)が2.5以下であることを特徴とする低温靭性と穴拡げ性に優れた引張強度590MPa以上の高強度熱延鋼板である。平均結晶粒径を7.0μm以下とすることにより、延性脆性遷移温度を−50℃以下とすることができる。最終仕上圧延を960℃以上で行い、最終仕上圧延終了後1.0秒以内に80℃/秒以上の冷却速度で冷却を開始し、最終仕上圧延温度より50〜200℃低い温度まで前記冷却を継続し、450〜600℃で巻き取ることにより製造することができる。
(もっと読む)
連続溶融亜鉛めっき装置における炉内雰囲気調整方法
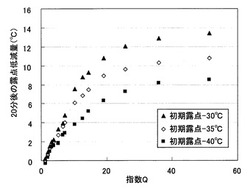
【課題】鋼板を連続的に熱処理する定常操業を行うに先立ち、若しくは定常操業中に炉内雰囲気中の水分濃度及び/または酸素濃度が上昇した際に、炉内雰囲気の露点を定常操業に適したレベルまで速やかに低減できるようにする。
【解決手段】
連続溶融亜鉛メッキ装置(CGL)の炉内雰囲気の露点を低減させる際に、無酸化性ガスを炉内に供給して炉内雰囲気の置換を行うとともに、これと並行して、鋼板を600℃以上に加熱し、その際、指数Qが、Q>2を満たすようにして鋼板を通板して、鋼中炭素と炉内雰囲気中の水分及び/または酸素を反応させ、炉内雰囲気の露点を低減させる。但し、Q=35.36×(−0.000000244×Te3+0.000707×Te2−0.5823×Te+148.96)×C×Ti0.5、Te:炉内の最高到達鋼板温度(℃)、Ti:鋼板温度が600℃以上の温度域にある時間(分)、C:鋼中C濃度(質量%)
(もっと読む)
耐食配管部品

【課題】鉄系材料の配管部品の内外面に溶融亜鉛−アルミニウム合金めっきをして、その内面のめっきの上に樹脂皮膜を形成した耐食配管部品を提供する。
【解決手段】配管部品1の内外面を塩化第二鉄溶液で処理する工程を含むめっき前処理を施した後、溶融亜鉛めっきをし、続いて溶融亜鉛−アルミニウム合金めっきをする。そして、樹脂皮膜を着ける内面に、プライマー処理をして加熱する。必要あればプライマー処理の前に密着性を良くするためのショットブラストをかけたり化成処理をしたりする。その後、配管部品1の内面に流動樹脂粉9を流して樹脂皮膜を形成する。
(もっと読む)
均一伸びとめっき性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】440MPa以上590MPa未満の引張強度を有し、加工性の観点から均一伸びに優れ、外板品質の観点から降伏伸びが抑制され、めっき性も良好な高強度溶融亜鉛めっき鋼板とその製造方法を提供すること。
【解決手段】C:0.06%以上0.20%以下、Si:0.50%未満、Mn:0.5%以上2.0%未満、P:0.05%以下、S:0.02%以下、Al:0.60%以上2.00%以下、N:0.004%未満、Cr:0.10%以上0.40%以下、B:0.003%以下(0%を含む)を含有し、0.8≦Mneq≦2.0かつMneq+1.3[%Al]≧2.8を満足し、フェライトを母相として第二相体積分率が15%以下であり、第二相が体積分率3%以上のマルテンサイトと体積分率3%以上の残留オーステナイトを有し、パーライトおよびベイナイトの合計体積分率がマルテンサイトおよび残留オーステナイトの体積分率以下である。
(もっと読む)
メッキ線材の製造方法
【課題】線材に、フラックスを塗布することなく、表面にメッキ層を形成する。
【解決手段】メッキ線材10の製造方法は、線材11を、焼鈍炉23に通して軟化させるのに続いて、溶融金属M中に浸漬して表面を被覆するようにメッキ層を形成する。焼鈍炉23内に還元ガスを導入することにより線材11の表面を還元して酸化被膜を除去する。
(もっと読む)
高強度溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板の製造方法
【課題】本発明はSiを含有する高強度鋼板について、めっき性に優れた溶融亜鉛めっきおよび合金化溶融亜鉛めっきを施す製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.40%、Si:0.2〜3.0%、Mn:0.1〜2.5%を含有し、残部がFeと不可避的不純物からなる鋼板表面に、Al:0.01〜1%を含有し、残部がZnと不可避的不純物からなる溶融Znめっきを行なう製造方法であって、前記鋼板を非酸化性雰囲気で焼鈍後、溶融亜鉛めっき浴に浸漬直前に、該鋼板を圧下率が0.1%以上1%以下の範囲で圧延することを特徴とする高強度溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板の製造方法。
(もっと読む)
焼付硬化性に優れた高強度冷間圧延鋼板、溶融メッキ鋼板及び冷間圧延鋼板の製造方法
【課題】本発明は自動車の外板材等に使用されている冷間圧延鋼板及びこれを利用した溶融メッキ鋼板及び冷間圧延鋼板の製造方法に関するものである。
【解決手段】本発明は焼付硬化性、常温耐時効性及び耐2次加工脆性に優れた高強度冷間圧延鋼板及びその製造方法を提供することに、その目的がある。
本発明はTiを微量添加し、Al及びMoを同時に添加し、また製造条件の制御と共に、焼鈍後に結晶粒のサイズを微細化させる方法により鋼中の固溶元素を適切に制御することによりASTM No.9以上の焼鈍後の結晶粒のサイズ、30MPa以上の焼付硬化量(BH)及び30MPa以下のAI値を有する焼付硬化性に優れた高強度冷延鋼板及びこれを利用した溶融メッキ鋼板及び冷間圧延鋼板の製造方法をその旨としている。本発明によると、焼付硬化性、常温耐時効性及び耐2次加工脆性に優れた高強度冷間圧延鋼板及び溶融メッキ鋼板が提供されることができる。
(もっと読む)
耐遅れ破壊特性に優れたホットプレス用めっき鋼板及びその製造方法
【課題】強度、成形性、耐食性及び耐遅れ破壊特性に優れたホットプレス用のめっき鋼板とその製造方法を提供する。
【解決手段】C:0.1〜0.5%、Si:0.05〜2%、Mn:0.1〜3%、さらにTi:0.005〜1%、Nb:0.01〜1%、V:0.01〜1%、Mo:0.01〜1%、W:0.005〜1%、Zr:0.005〜0.1%、Cu:0.01〜3%、Y:0.005〜0.5%、Mg:0.005〜1%、La:0.005〜0.1%、 Ce:0.005〜0.1%のうち1種類以上を含有し、表面にアルミニウム又は亜鉛を主体とするめっきが施され、鋼板中の水素量が、Hmax−Ht≧0.07ppmの関係を満たすホットプレス用の鋼板とする。ただし、式において、Hmaxは鋼板がトラップすることができる最大の非拡散性水素量であり、Htはめっき後の鋼板中にトラップしている非拡散性水素量である。
(もっと読む)
半田メッキ線の製造方法及び製造装置
【課題】低耐力半田メッキ線の製造方法及び製造装置の提供をする。
【解決手段】メッキ前処理手段と、銅線1aの表面に半田メッキを施すメッキ手段61としての溶融半田メッキ槽62と、表面にメッキを施した銅線1a,1bを巻取る巻取り手段71とを、銅線1a,1bの走行方向の上流側からこの順に一連配置し、前記メッキ前処理手段に備えた軟化焼鈍手段51により銅線1aを低耐力化し、低耐力化した銅線1a,1bを、該銅線1a,1bの耐力よりも低い巻取り力で巻取り手段71により巻取る構成とし、銅線1bの走行方向を転換する方向転換ローラを、溶融半田メッキ槽62の上方に備えられ、溶融半田メッキ槽62を通過後の銅線1bの走行方向を巻取り手段の側へ転換する槽上方向転換ローラ65で構成し、前記槽上方向転換ローラ65を、前記巻取り手段71の上流に配置された巻取り手段上流側配置ローラ73Aの配置高さよりも高い位置に配置した。
(もっと読む)
半田メッキ線の製造方法及び製造装置
【課題】0.2%耐力値を十分に低下させた所望の品質のメッキ線を得ることができ、このようなメッキ線を安定して得ることで、製品歩留まりを向上させることができ、また、製造効率を向上させることができる半田メッキ線の製造方法及び製造装置の提供を目的とする。
【解決手段】銅線1aに対してメッキ前処理を行うメッキ前処理手段2と、銅線1aの表面に半田メッキを施すメッキ手段61と、表面にメッキを施した銅線1a,1bを巻取る巻取り手段71とで構成した製造装置10であって、メッキ前処理手段2を、銅線1aを軟化焼鈍して低耐力化する軟化焼鈍手段51で構成し、低耐力化した銅線1a,1bを、該銅線1a,1bの耐力よりも低い巻取り力で巻取り手段71により巻取る構成とし、軟化焼鈍手段51とメッキ手段61と巻取り手段71とを、銅線1a,1bの走行方向の上流側からこの順に一連配置した。
(もっと読む)
21 - 30 / 264
[ Back to top ]