
国際特許分類[C23C2/16]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 溶融被覆層の過剰量除去;被膜厚さの制御または調整 (178) | 加圧流体を用いるもの,例.エアナイフ (142)
国際特許分類[C23C2/16]の下位に属する分類
長尺材料からの溶融被覆層の過剰量除去 (96)
国際特許分類[C23C2/16]に分類される特許
1 - 10 / 46
連続溶融金属めっき処理方法及び連続溶融金属めっき処理装置
【課題】スプラッシュによる欠陥を発生させない美麗な薄めっき鋼板の製造を可能とする連続溶融金属めっき処理方法及び連続溶融金属めっき処理装置を提供する。
【解決手段】非酸化性雰囲気において、溶融金属の浴に一部浸漬し回転するロール(A)により、該ロール(A)との接触部において該ロール(A)と同方向に回転するロール(B)へ、溶融金属を供給する。次いで、連続的に走行する鋼板との接触部において該鋼板と同方向に回転する前記ロール(B)により、溶融金属を前記鋼板表面に供給し、めっき処理する。次いで、めっき処理後、ノズルにより、前記鋼板表面に、溶融金属の融点より高い温度のガスを噴射する。
(もっと読む)
低温靭性と穴拡げ性に優れた高強度熱延鋼板及びその製造方法
【課題】穴拡げ性に優れるとともに、低温靭性にも優れた引張強度590MPa以上の高強度熱延鋼板及びその製造方法を提供する。
【解決手段】延性脆性遷移温度が−50℃以下であり、圧延面に平行で、圧延方向に平行な{211}<011>方位のX線ランダム強度比(ランダムサンプルの回折強度との比)が2.5以下であることを特徴とする低温靭性と穴拡げ性に優れた引張強度590MPa以上の高強度熱延鋼板である。平均結晶粒径を7.0μm以下とすることにより、延性脆性遷移温度を−50℃以下とすることができる。最終仕上圧延を960℃以上で行い、最終仕上圧延終了後1.0秒以内に80℃/秒以上の冷却速度で冷却を開始し、最終仕上圧延温度より50〜200℃低い温度まで前記冷却を継続し、450〜600℃で巻き取ることにより製造することができる。
(もっと読む)
ガスワイピング装置
【課題】鋼帯およびガスワイピングノズルを包囲する箱状体を備えたガスワイピング装置にあって、鋼帯へのスプラッシュ付着を抑制することが可能なガスワイピング装置を提供する。
【解決手段】ガスワイピング装置100は、溶融金属11が貯留されているメッキ浴槽10と、メッキ浴槽10上部に載置された箱状体20とを備えている。箱状体20は、内部に、帯状体30の幅方向に沿って設けられた管状部材25a,25bと、管状部材25a,25bのそれぞれに帯状体30を挟むように対向して設けられたガスワイピングノズル26a,26bと、ガスワイピングノズル26aの両端においてガスワイピングノズル26b方向に向かって延設された延設部材28a,28bと、ガスワイピングノズル26bの両端においてガスワイピングノズル26a方向に向かって延設された延設部材29a、29bとを有する。
(もっと読む)
溶融金属めっき設備

【課題】ガスワイピング装置においてエッジアップ低減手段と静圧発生手段の両方を設置可能にしてめっき付着量の均一化が図れる溶融金属めっき設備を提供する。
【解決手段】ガスワイピング装置を備えた溶融金属メッキ設備において、ワイピングノズル11a,11bの近傍に設置されて当該ワイピングノズルから吹き付けられるワイピングガスに雰囲気ガスを随伴させてストリップSの走行方向に沿って静圧を発生させるクッションパッド12a,12bと、該クッションパッドに一体的に組み付けられてストリップにおける板端部のエッジアップを低減するバッフルプレート13a,13bと、クッションパッドをストリップの板幅方向へ移動させるLMガイド18a,18b、バッフルプレート位置調整シリンダ22a,22bからなる第1の移動機構を設けた。
(もっと読む)
溶融金属めっき鋼帯製造装置及び溶融金属めっき鋼帯の製造方法
【課題】トップドロスに起因する欠陥の発生を低減するともに、トップドロス排出によるめっき金属の持出しを減少できる溶融金属めっき鋼帯製造設備及び溶融金属めっき鋼帯の製造方法を提供する。
【解決手段】
めっき槽内の溶融金属めっき浴から連続的に引き上げられる鋼帯(1)の表面に、ワイピングノズル(6)から気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯の製造装置において、鋼帯引き上げ部前面のめっき槽壁側に少なくとも鋼帯引き上げ部前面のめっき浴面の30%以上を覆う遮蔽板(11)と、鋼帯引き上げ部とスナウト(2)に挟まれるめっき浴面のスナウト側に少なくとも鋼帯引き上げ部とスナウトに挟まれるめっき浴面の30%以上を覆う遮蔽板(12)を、各々めっき浴面と間隔をあけて設ける。
(もっと読む)
電子部品の製造方法
【課題】端子電極の表面に均一な形状のハンダ層を形成することができる電子部品の製造方法を提供する。
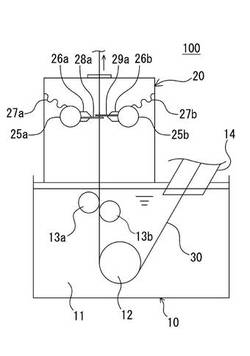
【解決手段】この電子部品の製造方法では、電子部品の端子電極に付着させた溶融ハンダに酸化防止流体を吹き付けることで、溶融ハンダの表面張力に打ち勝つ運動量がハンダに与えられ、端子電極に付着した溶融ハンダの余剰部分が除去される。また、この電子部品の製造方法では、電子部品を上層26の液面26aから引き上げる際に、上層26の液面26a付近で溶融ハンダの融点以上の温度の酸化防止流体を電子部品に吹き付けている。これにより、端子電極に付着した溶融ハンダの温度が保たれると共に酸化が防止されるので、溶融ハンダの部分的な組成変化が生じることが抑制され、端子電極の表面に均一な形状のハンダ層を形成できる。
(もっと読む)
錫またははんだプリコート皮膜の形成方法及びその装置
【課題】はんだ浴浸漬処理後のホットエアーレベラー方式やソルダーペーストのリフロー処理方式などにおいて、隣接回路へのブリッジを生じ難く、品質の安定した均一な厚さのはんだプリコート被膜を安定生産する。
【解決手段】下層に溶融錫液または溶融はんだ液がそれぞれ入った貯槽を備えた処理装置の上層中で被処理物を有機脂肪酸溶液と接触させ、表面に有機脂肪酸の保護被膜を形成した後、溶融錫液または溶融はんだ粒子を散布し、被処理物表面に溶融錫または溶融はんだを接着し、次いで、被処理物を下層の溶融錫液または溶融はんだ液に浸漬して錫またははんだ被膜を形成する第1のステップと、錫液またははんだ被膜の形成された被処理物を引き上げながら、加熱した有機脂肪酸溶液を吹付けて余剰に付着した錫またははんだ被膜を吹き落す第2のステップとによりなる。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】エッジオーバーコートを防止し、幅方向でのめっき付着量の均一性に優れる溶融めっき鋼帯の製造方法を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、前記鋼帯の幅方向両側端部近傍の鋼帯延長面上に、ガスワイピングノズルから噴射されたガス同士の衝突を遮断するバッフルプレートを設け、該バッフルプレートは、板厚がめっき浴方向に向かって薄くなるように形成し、先端角度を88.8°以下かつ先端厚みを3mm以下とする。
(もっと読む)
溶融金属めっき鋼帯のガスワイピング装置
【課題】スプラッシュの発生を安定して低減できる溶融金属めっき鋼帯のガスワイピング装置を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯(11)の表面に、ガスワイピングノズル(12)から気体を吹き付け、鋼帯表面のめっき付着量制御を行う溶融金属めっき鋼帯のガスワイピング装置において、鋼帯(11)の両側に配置されたガスワイピングノズル(12)から噴射されたガス噴流の衝突位置またはその近傍に、鋼帯端部に近接して整流体(14)を設置する。
(もっと読む)
溶融Alめっき鋼線製造装置
【課題】細径の鋼線の表面に厚い溶融Alめっき層を有する溶融Alめっき鋼線を工業的に大量生産するのに適した溶融Alめっき装置を提供する。
【解決手段】鋼線3を長手方向に連続的に搬送してAlめっき浴1中に浸漬させた後、めっき浴面から気相空間に引き上げる溶融Alめっき鋼線製造装置において、気相空間側からめっき浴面の一部領域に気体を吹き付けてめっき浴面に局所的な窪みを形成させる気体吐出ノズルAを備え、前記窪み部分での浴面低下によって浴面から引き上げられる鋼線の水平方向両側における浴面高さに差が生じるようにノズルAの気体吹き出し方向が調整されている溶融Alめっき鋼線製造装置。
(もっと読む)
1 - 10 / 46
[ Back to top ]