
国際特許分類[C23C2/24]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 溶融被覆層の過剰量除去;被膜厚さの制御または調整 (178) | 磁場または電場を用いるもの (14)
国際特許分類[C23C2/24]に分類される特許
1 - 10 / 14
溶融金属めっき鋼帯の製造方法
【課題】通常通板速度だけでなく、通板速度を高めた場合においても、スプラッシュ欠陥の発生を長期間抑制し、表面品質に優れる溶融金属めっき鋼帯を安定製造できるようにする。
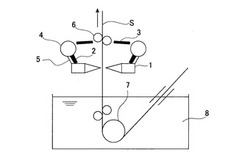
【解決手段】溶融金属めっき浴8から連続的に引き上げられる鋼帯Sの表面に、鋼帯Sを挟んでその両面に対向配置したワイピングノズル1からガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、ワイピングノズル1の上方あるいは背面に、複数の開口部を有し、正電荷または負電荷に帯電した第1の帯電構造体2を、鉛直方向の高さ位置がワイピングノズル上面から浴上サポートロールの高さ位置までの領域内にあるようにして、鋼帯幅方向に延在させて設置したことを特徴とする溶融金属めっき鋼帯の製造方法。
(もっと読む)
金属の対象物を安定させるためのデバイス及び方法

【課題】磁性材料の金属の細長いストリップを金属層でコーティングするとき、ストリップを安定させるためのデバイス及び方法を提供する。
【解決手段】ストリップは、浴2から、予め定められた移送経路xに沿う移送方向16へ移送される。過剰な溶融金属を、ストリップ1から除去するためのワイピング手段4は、ストリップ1を横断する1本の線の形で空気の流れを噴射する。ここで、前記ワイピング手段4は、ストリップ1の各サイドにエア・ナイフが一つずつ配置された少なくとも1対のエア・ナイフ5,6を有している。電磁的安定化手段7は、前記予め定められた移送経路xに対するストリップ1の位置を安定させる。センサー14,15は、前記予め定められた移送経路xに対するストリップ1の位置を検出する。
(もっと読む)
ストリップをコーティングするための装置及びそのための方法
改善された簡単な方法で、ストリップガイドに対する異なった要求に対応することができるように、払落しノズル(3)からの磁石(6)の垂直方向の間隔(H)を調整するための調整手段(7)が設けられていることを特徴とする、液状のコーティング材料で満たされたコーティング容器(2)を備え、このコーティング容器を通って又はこのコーティング容器から、コーティングされたストリップ(1)が、垂直(V)に上に向かって導き出され、コーティング容器(2)の上に、未だ液状のコーティング材料をストリップ表面から払い落とすための払落しノズル(3)が配設されており、この払落しノズル(3)の上に、ストリップ(1)の位置を中心位置(5)に安定させるための電磁装置(4)が配設され、この電磁装置(4)が、ストリップ(1)の両側で同じ高さに配設された2つの磁石(6)を有する、コーティング材料でストリップ(1)をコーティングするための装置と、ストリップをコーティングするための方法を提供する。 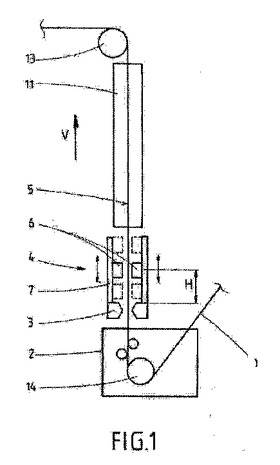 (もっと読む)
(もっと読む)
連続溶融金属めっきの付着量制御装置
【課題】溶融金属めっき鋼板を製造する際に溶融金属のスプラッシュを防止する。更に従来のガスワイピングに比べて溶融金属の薄目付を実現する。
【解決手段】めっき浴から引き上げられて鉛直上方に移動する鋼板表面に付着した溶融金属の付着量を制御する装置であって、前記めっき浴上方の鋼板(1)の両側に、鋼板面に対向配置した電磁コイル(6)と、前記電磁コイル(6)の上方に鋼板面にガスを噴き付けるガスノズル(8)とを備え、前記電磁コイル(6)は、鋼板面側に、鋼板移動方向長さが0.5cm以上10cm以下で、かつ、鋼板面に平行な面又は鋼板移動方向に鋼板との距離が広がり、鋼板面に対する角度が30°以下である面を有する。
(もっと読む)
浸漬金属被覆槽の出口で被覆液体金属を脱液するための方法及び装置
本発明は浸漬金属被覆槽の出口で縦方向に連続的にスクロールされる鋼ストリップの両面から被覆液体金属を脱液する方法に関する。本発明の方法では、ストリップが槽から出るとき、被覆液体金属で覆われた前記ストリップは磁場にさらされていない領域から静磁場にさらされている別の領域へと移動させられる。ただし、前記静磁場は前記ストリップの両側に互いに向き合うように配置されている磁気部材の極の間に形成されており、前記静磁場の磁力線は、被覆液体金属が相関的に磁場変化にさらされ、この磁場変化によって液体金属のスクロール方向とは逆方向の力が前記液体金属上に生じるように、少なくとも前記ストリップの縦方向の最小の長さにわたって交差している。 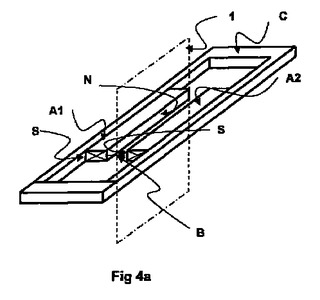 (もっと読む)
(もっと読む)
溶融金属浴の制御装置および溶融めっき金属帯の製造方法
【課題】溶融金属浴に浸漬された状態で溶融金属の流れや異物の動きを制御可能な制御装置及びこの装置を利用した溶融めっき金属帯の製造方法を提供する。
【解決手段】溶融金属中に浸漬される電場創生手段と磁場創生手段を備えるとともに、該電場創生手段と磁場創生手段は、それらにより創生される電場と磁場によりローレンツ力が発生するよう配置され、該ローレンツ力を溶融金属に作用させることで、(1)溶融金属の流れをローレンツ力で制御する、(2)異物の動きをローレンツ力と逆向きの力として異物に作用する電磁アルキメデス力で制御する、のいずれかまたは両方を行うようにした。また、溶融めっき金属帯の製造方法は、上記制御装置を溶融金属浴中に設置し、溶融金属の流れや異物の動きをめっき処理に適した状態に制御しつつ、金属帯に溶融めっきを行う。
(もっと読む)
被覆鋼帯のフレキシブルロール圧延のための方法
本発明は、板金部材を製造するための方法であって、熱延又は冷延鋼帯が溶融浸漬めっき又は電解めっきされ、めっきされた熱延又は冷延鋼帯はフレキシブルロール圧延処理され、フレキシブルロール圧延処理中、異なるロール圧力によって、鋼帯が肉厚の異なる板金となるようにフレキシブルロール圧延され、めっき時に、前記フレキシブルロール圧延後の板金肉厚に対応して、また、前記フレキシブルロール圧延時のロール圧力に対応して、異なる厚さのめっき層が形成され、その際、ロール圧力に応じ、ロール圧力の高まりが予測されると、めっき層厚さを厚く形成する処理、又は前記めっき層に対して、前フレキシブルロール圧延の前又は後に所望の放射率又は熱吸収率を付与するための機械的又は化学的表面処理、あるいはその両方の処理が施される。 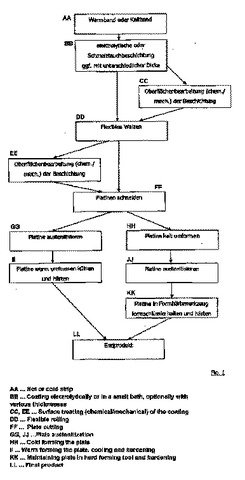 (もっと読む)
(もっと読む)
連続溶融金属めっきの付着量制御装置
【課題】外観欠陥のない良好なめっき外観が得られる溶融連続金属めっきの付着量制御装置を提供する。
【解決手段】溶融金属を保持するめっき槽から引き上げられて上方に移動する鋼板表面に付着した溶融金属の付着量を制御する装置であり、例えば、図1において、めっき槽3の上方に、鋼板表裏面のそれぞれの面に対向配置した電磁コイル6を備え、前記電磁コイル6は、断面の形状が三角形であり、最下部に前期三角形の頂点があり、鋼板と向き合う面が鋼板と平行になるように配置されている。鋼板と向き合う面は鋼板との距離が下方から上方に行くに従い大きくなるように配置することもできる。さらには、前記電磁コイル6は、その内部に冷却媒体を流すための管状の中空構造を有することが好ましい。
(もっと読む)
厚さをコントロールするためのデバイス及び方法
長く延ばされた金属要素を、溶融金属の槽(2)の中を通して連続的に移送することにより形成された、金属要素(1)の上の金属コーティングの厚さをコントロールするためのデバイスであって、少なくとも一対の電磁的なワイパー部材(7a,7b,8a,8b)を有し、それに対応して、金属要素から過剰な溶融金属を除去する際に前記電磁的なワイパー部材を助けるために、移送経路の方向に対して、金属要素を横切る方向の線に実質的に従って、金属要素(1)にターゲット領域を備えたガスのジェットを吹き付けるようにデザインされた第二のワイパー部材(11)を有している(図1)。 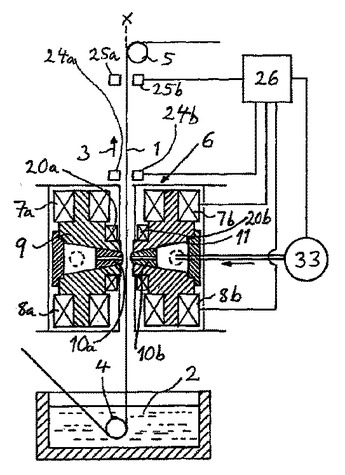 (もっと読む)
(もっと読む)
長く延ばされた金属要素を金属の層でコーティングするためのデバイス及び方法
長く延ばされた金属要素(1)の金属コーティングの厚さをコントロールするためのデバイス及び方法であって、金属要素を、溶融金属の槽(2)の中を通して連続的に移送することによりコーティングが付着されるように構成され、この金属要素は、予め定められた移送経路(X)に沿って移送方向に(3)前記槽から移送される。前記デバイスは、金属要素から過剰な溶融金属を除去するために金属要素(1)のそれぞれの側に一つのワイピング部材を有する少なくとも一対の電磁的なワイピング部材を有し、各ワイピング部材はワイピング・ポール(5)を有している。前記デバイスは、前記予め定められた移送経路(X)に対して金属要素の位置を安定化するために金属要素(1)のそれぞれの側に一つの安定化部材を有する少なくとも一対の電磁的な安定化部材を有し、この安定化部材は安定化ポール(5)を有している。金属要素(1)の同じ側の前記ワイピング部材及び前記安定化部材は、前記ワイピング・ポール(5)と前記安定化ポール(5)が一致するように配置されている(図1)。 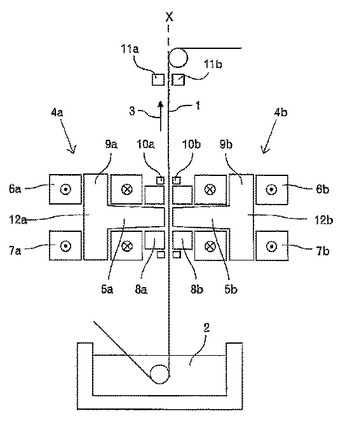 (もっと読む)
(もっと読む)
1 - 10 / 14
[ Back to top ]