
国際特許分類[C23C2/34]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 処理される材料の形状に特徴があるもの (451)
国際特許分類[C23C2/34]の下位に属する分類
長尺材料 (442)
国際特許分類[C23C2/34]に分類される特許
1 - 9 / 9
溶接形鋼の製造方法及び製造装置
【課題】めっき鋼帯を素材として高周波抵抗溶接によって溶接形鋼を製造する際に、めっきに起因する溶接部外観の低下などがない溶接形鋼を効率的に製造する。
【解決手段】めっき処理された鋼帯を素材とし、フランジ用鋼帯の表面にウエブ用鋼帯がT字継ぎ手にて高周波抵抗溶接された溶接形鋼を製造する際、フランジ用鋼帯のウエブと接合される領域、フランジ用鋼帯とウエブ用鋼帯の給電チップが接触する領域及び給電チップ接触部から接合部に到る領域の一部或いは全部の範囲のめっき層の一部或いは下地の鋼材を含むめっき層全部を溶接前にバイトを用いて切削除去した後、前記フランジ用鋼帯の表面にウエブ用鋼帯をT字状に当接し、その後に高周波溶接する。
(もっと読む)
Zn−Al−Mg系めっき熱処理鋼材およびその製造方法

【課題】亜鉛系めっき鋼材を熱処理しても、所定のめっき層を残存させ、自動車用部材としての塗装後の耐食性および塗膜密着性が確保された亜鉛系めっき熱処理鋼材を提供する。
【解決手段】亜鉛系めっき鋼材に、塑性変形が可能な温度域または焼入れが可能な温度域への加熱を行って得られ、表面に存在するめっき層の付着量が片面当たり20〜100g/m2であり、めっき層のFe濃度が0.1%〜50%であり、Al濃度が4〜15%、Mg濃度が1%以上、Si濃度が0.5%以下でかつ当該めっき層にη相が存在した亜鉛系めっき熱処理鋼材である。めっき層の付着量が片面当たり30〜150g/m2であるとともにめっき層中に30%以下のFeを含有する亜鉛系めっき鋼材に、30℃/秒以上の昇温速度で前記温度域への加熱を行ってから30℃/秒以上の冷却速度での冷却を行った後、亜鉛系めっき鋼材の表面に当接する加圧ロールによって亜鉛系めっき鋼材の表面に残存するめっき層の表面粗度を調整することにより、製造される。
(もっと読む)
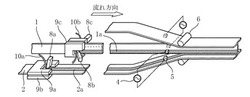
モジュール式押出ダイ
金属材料、具体的にはアルミニウム若しくはその合金の材料、又は、Cu及びその合金のような他の非鉄金属の押出用の押出工具又は押出ダイである。ダイは、インサート6,7が設けられたキャビティ4,5を有するダイプレート2,3を備えたモジュール型である。ダイプレート2,3を含み強い熱機械的な要求を有するダイの領域は、ニッケル、鉄又はコバルトベースの超合金で作製されるのに対し、インサート、即ち、ダイのマンドレル6及び/又はベアリング7を含み強い摩擦的な要求を有する領域のダイは、耐摩耗性材料で製造され、この耐摩耗性材料は、高速度工具鋼、析出硬化鋼若しくは熱間加工高合金鋼、又は、ナノ粒子若しくはCVDのような皮膜が与えられる任意の適切な鋼タイプとすることができる。 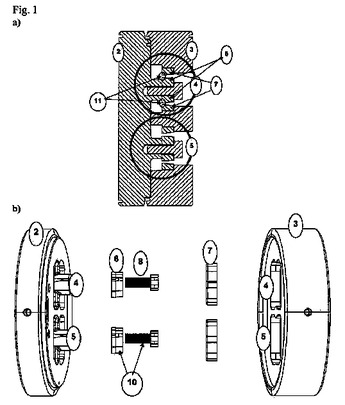 (もっと読む)
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】MoやCrなどの高価な元素の多量添加や特殊なCGL熱履歴を必要とせず、低いYP、高いBH、優れた耐時効性、優れた耐食性を有する高強度溶融亜鉛めっき鋼板とその製造方法を提供する。
【解決手段】質量%で、C:0.015%超0.100%未満、Si:0.3%以下、Mn:1.90%未満、P:0.015%以上0.05%以下、S:0.03%以下、sol.Al:0.01%以上0.5%以下、N:0.005%以下、Cr:0.30%未満、B:0.0003%以上0.005%以下、Ti:0.014%未満を含有し、2.2≦[Mneq]≦3.1および0.42≦8[%P]+150B*≦0.73を満足する。鋼組織は、フェライトと第2相を有し、第2相の面積率が3〜15%、第2相面積率に対するマルテンサイトおよび残留γの面積率の比率が70%超、第2相面積率のうち粒界3重点に存在するものの面積率の比率が50%以上である。
(もっと読む)
溶融亜鉛めっきナット
【課題】 溶融亜鉛めっきでボルトのねじについた余分なめっきを、ねじ山の形にする修正方法を得て、めっきのためのオーバサイズを小さくすること。その修正方法を適用した溶融亜鉛めっきボルトを得ること。修正方法は、めっきに要求される耐食性を落とさない方法であること。
【解決手段】 溶融亜鉛めっきしたナットのねじの余分なめっきを、塑性変形でねじ山の形を整える。工具は、めねじを塑性変形で形成するタップ又はボルトである。
(もっと読む)
溶融亜鉛めっき処理方法
【課題】本発明は、耐硫酸銅試験性に優れ、生産性の高い溶融亜鉛めっき処理方法の提供を目的とする。
【解決手段】鉄物製品の溶融亜鉛めっき方法であって、鉄物製品を溶融亜鉛めっき浴に浸漬し、次に当該溶融亜鉛めっき浴から当該鉄物製品を上昇させ、トータルめっき皮膜厚さ(T)に対するζ合金層厚さ(Tζ)の割合が50%以上になるように、空中で所定時間空冷後に冷却水に浸漬することを特徴とする溶融亜鉛めっき処理方法。
(もっと読む)
コイル端部の予備メッキ方法
【課題】 銅線のコイル端部を溶融はんだ中に浸漬してはんだで予備メッキすると同時に絶縁被覆材の除去を行う際に見られる、銅食われ (銅線の線径減少) を抑制する。
【解決手段】 主成分がSnであって、Cuを 1.5〜8 質量%、Coを0.01〜2 質量%、場合によりNiを0.01〜1質量%含有する、液相線温度が420℃以下の鉛フリーはんだ合金の溶融はんだにコイル端部を浸漬する。はんだ合金は、さらに、P 、Ge、Gaのような酸化抑制元素を 0.001〜0.5 質量%、および/またはAgのような濡れ性改善元素を 0.005〜2質量%の量で含有してもよい。
(もっと読む)
ブラスト用材料の製造方法
【課題】 核としての鉄粉と亜鉛材料との密着性を均一にできるとともに、鉄粉の周囲に亜鉛材料を積層する作業を効率的に行うことができるブラスト用材料の製造方法を提供する。
【解決手段】 鉄又は鉄合金からなる核の周囲に、亜鉛又は亜鉛合金を積層したブラスト用材料の製造方法において、核を窒素中で、例えば、200〜450℃の範囲内の温度条件で加熱処理した後、当該核を亜鉛浴に投入することにより、核の周囲に、亜鉛又は亜鉛合金を積層することを特徴とする。また、あらかじめ、核の周囲に形成された酸化被膜を除去することもできる。
(もっと読む)
発電機ステータバー端部継手用の金属バリア皮膜及び皮膜を施す方法
【課題】 本発明は、発電機ステータバーとステータバー端部を受けるステータバー端部継手とをシールする方法を提供する。
【解決手段】 本方法は、継手をろう材料でステータの端部にろう付けする段階と、金属バリア皮膜材料を継手内のステータバーの端部に施す段階と、金属皮膜材料の液相線温度と少なくとも同じ高温でありかつろう材料の固相線温度よりも低温である温度で継手を加熱する段階と、継手内のステータバーの端部を液状金属バリア皮膜材料で被覆する段階と、液化した金属皮膜材料を凝固させて、継手内のステータバーの端部上に金属バリア皮膜を形成する段階とを含む。
(もっと読む)
1 - 9 / 9
[ Back to top ]