
国際特許分類[C23C2/40]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 処理される材料の形状に特徴があるもの (451) | 長尺材料 (442) | 板;ストリップ (351)
国際特許分類[C23C2/40]に分類される特許
101 - 110 / 351
ロール軸を支持するマグネチック軸受装置
本発明はロール軸を支持するマグネチック軸受装置に関し、特に永久磁石や電磁石を利用してロール軸を非接触式で支持するマグネチック軸受装置に関する。本発明のロール軸を支持するマグネチック軸受装置は、ロール軸に向かって形成された突出部で磁場を発生する磁石と、上記磁石を一方向に支持する胴部とを含み、上記ロール軸と上記突出部の間に空隙を形成しながら上記ロール軸を支持し、上記突出部の両側はラウンド処理されたことを特徴とする。 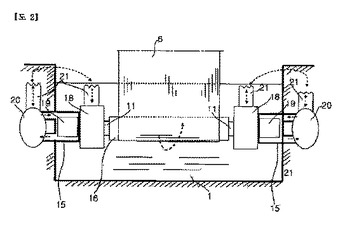 (もっと読む)
(もっと読む)
溶融金属浄化装置
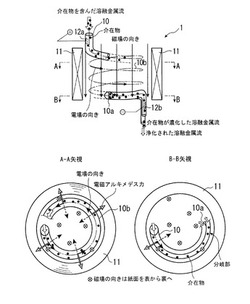
【課題】高い浄化効率で安定して介在物を含む溶融金属を浄化できる、溶融金属の浄化装置を提供する。
【解決手段】磁場発生手段11と、電場発生手段12とを有し、溶融金属流路10を流れる介在物を含む溶融金属に、磁場および電場を互いに直交する向きに作用させ、介在物を含む溶融金属を浄化する。この際、電場発生手段の電極を好ましくは点状電極12a、12bとし、溶融金属流路の配管または容器の外部に接合するとともに、溶融金属流路を溶融金属の電気伝導率以下の材料で構成する。なお、接合は、溶接接合とすることが好ましく、カシメ接合、ボルト接合としてもよい。これにより、電極を直接溶融金属に浸漬することを必要とせず、電極への異物付着、あるいは電極の腐食等が防止でき、導通不良等のトラブル等を回避できる。また、装置の加工、製作が容易になるという効果もある。
(もっと読む)
メッキ厚み制御装置

【課題】鋼板ストリップの幅方向に反りが発生していても、溶融金属のメッキ厚みを幅方向に均一化できるメッキ厚み制御装置を提供する。
【解決手段】鋼板ストリップ11に溶融金属12をメッキするメッキ鋼板製造設備13に設けられ、ワイピングノズル14、15を備えたメッキ厚み制御装置10において、ワイピングノズル14、15は鋼板ストリップ11の幅より大きな幅を有する一体物であって、ワイピングノズル14、15のチャンバー16内にはチャンバー16の基端から先端手前までをワイピングノズル14、15の幅方向に分割する仕切り板17が配置されて複数の小チャンバー18が形成され、小チャンバー18には圧力調整弁19を備えたガス配管20が接続され、仕切り板17の先端面から鋼板ストリップ11との間の距離Xが10mm以上200mm以下で、仕切り板17の厚さが0.05mm以上1mm以下である。
(もっと読む)
熱間プレス用めっき鋼板および熱間プレス成形品
【課題】熱間プレス用めっき鋼板を提供する。
【解決手段】鋼板表面にめっき層を有するめっき鋼板であって、前記めっき層を、Al:1〜50質量%を含む亜鉛−アルミニウム合金からなる亜鉛−アルミニウム合金めっき層とし、該めっき層の付着量が片面当たり30〜90g/m2とする。これにより、熱間プレス成形時のめっき割れや、めっきムラの発生を防止でき、しかも外観性状、化成処理性、耐食性に優れた高強度熱間プレス成形品を容易に、精度よく、しかも生産性高く製造できる。
(もっと読む)
2〜35重量%のMnを含有する平鋼製品の溶融めっきコーティング方法および平鋼製品
【課題】高Mn含有量を有する平鋼製品に、腐食に対する保護を与えるZnコーティングを設けることができ、このZnコーティングを行った場合に、鋼基板へのZnコーティングの接着を更に改善できる方法を提供することにある。
【解決手段】本発明は、2〜35重量%のMnを含有する平鋼製品に、優れた接着性を有するZnのコーティングを設けることができる方法に関する。本発明の方法は、平鋼製品を焼きなます段階とを有し、焼きなまし雰囲気は、0.01〜85体積%のH2、H2Oおよび残余のN2および技術的理由で存在する不可避の不純物を含有しかつ−70℃と+60℃との間の露点を有し、H2O/H2比は、8x10-15*Tg3.529<H2O/H2≦0.957であり、平鋼製品は、腐食に対する保護を行うZnの保護コーティングで溶融めっきコーティングされ、溶融金属の浴から出る、Znコーティングが設けられた平鋼製品を冷却する段階を有している。
なし
(もっと読む)
成形性に優れた高強度溶融亜鉛めっき鋼板
【課題】780MPa以上のTSを有し、かつ優れた伸びElを有し、TS×ELが18000以上である成形性に優れた高強度溶融亜鉛めっき鋼板を提供する。
【解決手段】質量%で、C:0.03〜0.15%、Si:0.8〜2.5%、Mn:1.0〜3.0%、P:0.001〜0.05%、S:0.0001〜0.01%、Al:0.001〜0.1%、N:0.0005〜0.01%、Cr:0.1〜2.0%を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、かつ、面積率で、50%以上のフェライト相と10%以上のマルテンサイト相を含むミクロ組織を有する鋼板上に溶融亜鉛めっき層を有し、更に溶融亜鉛めっき層表面に3Zn(OH)2・ZnSO4・3〜5H2Oを平均厚さ10nm以上形成させる。
(もっと読む)
基板を被覆する方法
保護金属被覆材料を溶融し、金属基板の表面のみを高周波誘導加熱器によって保護金属被覆材料の溶融温度またはそれ以上まで加熱し、金属基板の中に熱が浸透してしまう前に、本質的に瞬間的に溶融した金属被覆材料を加熱された金属基板に付ける、金属基板を保護金属被膜で被覆する方法である。 (もっと読む)
溶融金属めっき鋼帯の製造装置、及び溶融金属めっき鋼帯の製造方法
【課題】スプラッシュに起因するめっき表面欠陥の発生を抑え、高品質の溶融金属めっき鋼帯をより安定して製造する技術を提供する。
【解決手段】鋼帯Xを挟んで副ノズル2a、2bをそなえたガスワイピングノズルAを対向配置する。そして、各ガスワイピングノズルAから噴射される合成噴流の衝突中心位置の鋼帯長手方向へのオフセット量Sおよび主ノズル1のスリットギャップbの比であるS/bを、2.5≦S/b≦6.5の範囲内となるように、相対的に、一方のガスワイピングノズルAにおける主ノズル1のガス噴射方向に対し、他方のガスワイピングノズルAにおける主ノズル1のガス噴射方向を鋼帯長手方向に傾ける。
(もっと読む)
溶融金属めっき鋼帯の製造方法
【課題】溶融金属浴における鋼帯立ち上げ部のドロスを手作業によらずに確実に除去することで、美麗な表面外観を有する溶融金属めっき鋼帯を製造する。
【解決手段】
鋼帯を溶融金属浴中に連続的に浸漬通板した後該溶融金属浴から引き上げ、ガスワイピングにより鋼帯のめっき付着量を調整する溶融金属めっき鋼帯の製造方法において、溶融金属浴面の鋼帯立ち上げ部の鋼帯面の両側に多数の粒状体を浮かべ、鋼帯立ち上げ部で発生したトップドロスを粒状体表面または粒状体同士の隙間に捕捉し、トップドロスを捕捉した粒状体を鋼帯幅方向端部側方に流動させ、鋼帯立ち上げ部で発生したトップドロスを鋼帯立ち上げ部から除去する。前記粒状体は鋼帯の一方の端部側方に供給し、供給した粒状体を鋼帯の他方の端部側方から取り出すことで、粒状体を鋼帯幅方向端部側方に流動させる。
(もっと読む)
連続溶融金属めっき装置
【課題】スナウト内におけるドロスを効率よく除去できる連続溶融金属めっき装置を提供する。
【解決手段】スナウト4内に設置された撮像手段20によって撮像された吸込み口16aにおける溶融金属100の浴面100aの接触領域を画像処理する画像処理手段31と、得られた画像に基づいて、吸込み口16aにおける溶融金属100の浴面100aの接触領域の面積、及び溶融金属100の浴面100aに対する吸込み口16aの高さを演算する演算手段32と、その高さに基づいて吸込み口16aを上下移動させるか否かを判定する判定手段33と、判定手段33の判定結果に基づいて、位置制御手段19を動作させて吸込み口16aの高さを調節する制御手段30とを有する連続溶融金属めっき装置1である。
(もっと読む)
101 - 110 / 351
[ Back to top ]