
国際特許分類[C23C2/40]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 処理される材料の形状に特徴があるもの (451) | 長尺材料 (442) | 板;ストリップ (351)
国際特許分類[C23C2/40]に分類される特許
41 - 50 / 351
溶融金属めっき設備
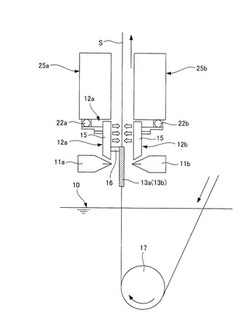
【課題】ガスワイピング装置においてエッジアップ低減手段と静圧発生手段の両方を設置可能にしてめっき付着量の均一化が図れる溶融金属めっき設備を提供する。
【解決手段】ガスワイピング装置を備えた溶融金属メッキ設備において、ワイピングノズル11a,11bの近傍に設置されて当該ワイピングノズルから吹き付けられるワイピングガスに雰囲気ガスを随伴させてストリップSの走行方向に沿って静圧を発生させるクッションパッド12a,12bと、該クッションパッドに一体的に組み付けられてストリップにおける板端部のエッジアップを低減するバッフルプレート13a,13bと、クッションパッドをストリップの板幅方向へ移動させるLMガイド18a,18b、バッフルプレート位置調整シリンダ22a,22bからなる第1の移動機構を設けた。
(もっと読む)
高強度溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板の製造方法

【課題】本発明はSiを含有する高強度鋼板について、めっき性に優れた溶融亜鉛めっきおよび合金化溶融亜鉛めっきを施す製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.40%、Si:0.2〜3.0%、Mn:0.1〜2.5%を含有し、残部がFeと不可避的不純物からなる鋼板表面に、Al:0.01〜1%を含有し、残部がZnと不可避的不純物からなる溶融Znめっきを行なう製造方法であって、前記鋼板を非酸化性雰囲気で焼鈍後、溶融亜鉛めっき浴に浸漬直前に、該鋼板を圧下率が0.1%以上1%以下の範囲で圧延することを特徴とする高強度溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板の製造方法。
(もっと読む)
溶融金属めっき鋼帯製造装置及び溶融金属めっき鋼帯の製造方法
【課題】トップドロスに起因する欠陥の発生を低減するともに、トップドロス排出によるめっき金属の持出しを減少できる溶融金属めっき鋼帯製造設備及び溶融金属めっき鋼帯の製造方法を提供する。
【解決手段】
めっき槽内の溶融金属めっき浴から連続的に引き上げられる鋼帯(1)の表面に、ワイピングノズル(6)から気体を吹き付け、鋼帯表面のめっき付着量の制御を行う溶融金属めっき鋼帯の製造装置において、鋼帯引き上げ部前面のめっき槽壁側に少なくとも鋼帯引き上げ部前面のめっき浴面の30%以上を覆う遮蔽板(11)と、鋼帯引き上げ部とスナウト(2)に挟まれるめっき浴面のスナウト側に少なくとも鋼帯引き上げ部とスナウトに挟まれるめっき浴面の30%以上を覆う遮蔽板(12)を、各々めっき浴面と間隔をあけて設ける。
(もっと読む)
深絞り性および伸びフランジ性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】TS≧440MPaで、平均r値≧1.2、λ≧80%を有する深絞り性および伸びフランジ性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法を提案する。
【解決手段】質量%で、C:0.010%以上0.06%以下、Si:0.5%超1.5%以下、Mn:1.0%以上3.0%以下、P:0.005%以上0.1%以下、S:0.01%以下、sol.Al:0.005%以上0.5%以下、N:0.01%以下、Nb:0.010%以上0.090%以下、Ti:0.015%以上0.15%以下を含有し、鋼中のNbおよびCの含有量が(Nb/93)/(C/12)<0.20の関係、及び0.005≦C*≦0.025を満足し、面積率で70%以上のフェライトと面積率で3%以上のマルテンサイトを有する。C*=C−(12/93)Nb−(12/48){Ti−(48/14)N}で、C、Nb、Ti、Nは、鋼中のC、Nb、Ti、Nの含有量である。
(もっと読む)
高熱伝導性鋼板
【課題】高い熱伝導性を発揮し、熱源が局部的に接するような電子機器部品の素材として有用な高熱伝導性鋼板を提供すること。
【解決手段】本発明は、C:0.03%以下(0%を含まない)、Si:0.1%以下(0%を含まない)、Mn:0.05〜0.90%、sol−Al:0.01〜0.10%、Ti:0.01〜0.10%、並びにCu、Ni、Mo、及びCrよりなる群から選ばれる少なくとも1種:各0.1%以下(0%を含まない)を夫々含有し、残部が鉄および不可避的不純物からなり、該素地鋼板の両面に片面当りの付着量が10g/m2以上の純亜鉛めっきが施されると共に、下記式(1)を満足する鋼板である。
71.16−47.92[C]−4.72[Mn]−71.59[sol−Al]+39.32[Ti]+27.01[X]+0.0024[Y]≧68.5・・・(1)
(式中[X]はCu、Ni、Cr、Moの合計含有量、[Y]は鋼板両面の純亜鉛めっき付着量の合計)
(もっと読む)
耐遅れ破壊特性に優れたホットプレス用めっき鋼板及びその製造方法
【課題】強度、成形性、耐食性及び耐遅れ破壊特性に優れたホットプレス用のめっき鋼板とその製造方法を提供する。
【解決手段】C:0.1〜0.5%、Si:0.05〜2%、Mn:0.1〜3%、さらにTi:0.005〜1%、Nb:0.01〜1%、V:0.01〜1%、Mo:0.01〜1%、W:0.005〜1%、Zr:0.005〜0.1%、Cu:0.01〜3%、Y:0.005〜0.5%、Mg:0.005〜1%、La:0.005〜0.1%、 Ce:0.005〜0.1%のうち1種類以上を含有し、表面にアルミニウム又は亜鉛を主体とするめっきが施され、鋼板中の水素量が、Hmax−Ht≧0.07ppmの関係を満たすホットプレス用の鋼板とする。ただし、式において、Hmaxは鋼板がトラップすることができる最大の非拡散性水素量であり、Htはめっき後の鋼板中にトラップしている非拡散性水素量である。
(もっと読む)
溶融金属めっき鋼板の製造方法
【課題】溶融金属めっき鋼板を製造するに際して、複雑に変動する浴温分布の状態を的確に把握して、浴温分布の異常を迅速に検知することによって、良好な品質の溶融金属めっき鋼板を安定して製造することができる溶融金属めっき鋼板の製造方法を提供する。
【解決手段】めっき浴1内の6個所に熱電対4a〜4fを設置し、その6本の熱電対4a〜4fによって6個所の温度測定値の時系列データを取得し、それらの時系列データから温度測定値の非連動的な時間変動(非連動成分)を抽出し、その非連動成分を用いて、めっき浴1内の温度の異常を検出するようにしている。
(もっと読む)
溶融Al−Zn系めっき鋼板
【課題】合わせ部の耐食性に優れた溶融Al-Zn系めっき鋼板を提供することを目的とする。
【解決手段】鋼板表面に、順に、Al含有量が20〜95mass%であるAl-Zn系めっき皮膜と、酸化アルミニウムおよび/または水酸化アルミニウムを含む厚さ0.1〜5μmの被覆層とを有することを特徴とする溶融Al-Zn系めっき鋼板。
(もっと読む)
ガスワイピング装置
【課題】帯鋼に反りやねじれあるいは振動が発生しても、帯鋼の幅方向端面近傍における、エッジオーバーコートを簡易な構成にて、防止することができるガスワイピング装置を提供することにある。
【解決手段】溶融金属めっき浴11から連続して引き上げられる帯鋼Sに対し、ワイピングノズル13からワイピングガスを吹き付けることにより、帯鋼の表面に余剰に付着した溶融金属を除去して、帯鋼を所定のめっき付着量に制御するガスワイピング装置10であって、対向するワイピングノズル間に搬送される帯鋼の幅方向端面に対向して離間配置され、帯鋼の板厚方向に移動可能なバッフルブロック14を備え、バッフルブロックを帯鋼の板厚方向に移動してバッフルブロックの先端面部14aがワイピングノズルの先端部13aに当接することにより、帯鋼の幅方向端面の外側の空間におけるワイピングノズルを閉塞するようにした。
(もっと読む)
加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】薄肉の加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法を提供する。
【解決手段】mass%で、C:0.08〜0.15%、Si:0.5〜1.5%、Mn:0.5〜1.5%、Al:0.01〜0.1%、N:0.005%以下を含む組成を有する鋼素材に、熱間圧延を行い熱延板とする熱延工程と、前記熱延板に酸洗を施したのち、該熱延板に、冷間圧延を省略して、連続溶融亜鉛めっきラインで、Ac1変態点〜Ac3変態点の第一の温度域で5〜400s間保持する焼鈍処理と、第一の温度域〜700℃までを、5℃/s以上の平均冷却速度で冷却し、さらに700℃〜溶融亜鉛めっき浴に侵入するまでの第二の温度域での滞留時間を15〜400sとする冷却処理を行ったのち、溶融亜鉛めっき処理を行う。これにより、組織全体に対する面積率で、75〜90%のフェライト相と、10〜25%のパーライトを含む第二相とからなる組織を得ることができ、TS:540MPa以上の高強度と、優れた伸びフランジ性とを兼備する、加工性に優れた高強度溶融亜鉛めっき鋼板となる。なお、パーライトは、第二相全体に対する面積率で70%以上を占め、パーライトの平均粒径は5μm以下となる。
(もっと読む)
41 - 50 / 351
[ Back to top ]