
国際特許分類[C23C2/40]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 処理される材料の形状に特徴があるもの (451) | 長尺材料 (442) | 板;ストリップ (351)
国際特許分類[C23C2/40]に分類される特許
51 - 60 / 351
曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】TS≧980MPaの高い引張強度を有し、しかも曲げ性および溶接性に優れる高強度溶融亜鉛めっき鋼板を提供する。
【解決手段】質量%で、C:0.05%以上0.12%未満、P:0.001〜0.040%およびS:0.0050%以下を含有する鋼板において、該鋼板の表面から10μmの深さまでの鋼板表層部を体積分率で70%超のフェライト相を含有する組織とし、かつ該表面より10μmの深さより内部までの鋼板内層部は、少なくとも体積分率が20〜70%で、かつ平均結晶粒径が5μm以下のフェライト相を含有する組織とし、さらに引張強度を980MPa以上とし、その後、溶融亜鉛めっき層を被覆する。
(もっと読む)
溶融金属めっき設備の電磁石制振装置
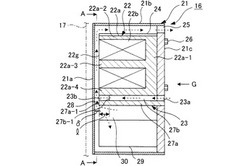
【課題】空冷方式などのガス冷却方式を採用して、電磁石に対して十分な冷却性能を発揮することができる溶融金属めっき設備の電磁石制振装置を提供する。
【解決手段】電磁石22の表面の一部を利用して構成した冷却ガスノズル23と、冷却ガスノズル23から噴出された冷却ガスを、電磁石22の周囲に沿って流れるように案内する第1〜第3のガイド板21a,24,21bと、これらのガイド板21a,24,21bによって案内されてきた冷却ガスを排出する冷却ガス排出口25とを有する構成とする。更には、排気温度センサや表面温度センサの温度検出情報に基づいて、冷却ガスノズルへ流す冷却ガスの流量調整や電磁石に流す電流の調整を行なう構成とする。
(もっと読む)
合金化溶融亜鉛めっき鋼板及びその製造方法
【課題】深絞り性加工性に格段に優れ、筋状のめっきムラも無く外観に優れ、同時に優れためっき密着性を得ることができる合金化溶融亜鉛めっき鋼板及びその製造方法を提供する。
【解決手段】所定の質量%のC、Si、Mn、P、S、Al、N、Ti、及び、Nbを含有し、残部がFe及び不可避不純物からなり、下記式1で定義されるexCが、−0.02〜−0.001である鋼板の片面又は両面に、所定の質量%のCo、Al、Feを含有し、残部がZn及び不可避的不純物からなるめっき層を有することを特徴とする深絞り加工性と外観に優れた合金化溶融亜鉛めっき鋼板。
exC =[C]−(12/48)×([Ti]−(48/14)×[N])
−(12/93)×[Nb] … (式1)
[C]、[Ti]、[N]、[Nb]は、それぞれの元素の含有量(質量%)である。
(もっと読む)
加工性に優れた高張力溶融亜鉛めっき鋼板およびその製造方法
【課題】強度と加工性(伸びおよび伸びフランジ性)を兼ね備えた高張力溶融亜鉛めっき鋼板およびその製造方法を提供する。
【解決手段】質量%で、C :0.07%以上0.13%以下、Si:0.3%以下、Mn:0.5%以上2.0%以下、P :0.025%以下、S :0.005%以下、N :0.0060%以下、Al:0.06%以下、Ti:0.10%以上0.14%以下、V :0.15%以上0.30%以下を、C、Ti、V、SおよびNがTi ≧ 0.10+(N/14×48+S/32×48)および0.8 ≦ (Ti/48+V/51)/(C/12) ≦ 1.2(C、Ti、V、S、N:各元素の含有量(質量%))を満足するように含有し、且つ、固溶V:0.04%以上0.1%以下、固溶Ti:0.05%以下であり、残部がFeおよび不可避的不純物からなる組成と、フェライト相の組織全体に対する面積率が97%以上であるマトリックスと、TiおよびVを含み平均粒子径が10nm未満である微細炭化物が分散析出し、該微細炭化物の組織全体に対する体積率が0.007以上である組織とを有する熱延鋼板の表面に溶融亜鉛めっき皮膜または合金化溶融亜鉛めっき皮膜を有し、引張強さが980MPa以上であり且つ加工性に優れた高張力熱延鋼板となる。
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】Si、Mnを含有する鋼板を母材とし、高加工時の耐めっき剥離性に優れる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.02〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に対して連続式溶融亜鉛めっき設備において焼鈍および溶融亜鉛めっき処理を施すに際し、加熱過程では、加熱炉内温度:600℃以上750℃以下の温度域を昇温速度:7℃/s以上で行う。好ましくは、さらに、加熱炉内温度:A℃以上B℃以下(A:600≦A≦780、B:800≦B≦900)の温度域を雰囲気の露点:−5℃以上で行う。
(もっと読む)
めっき密着性に優れた合金化溶融亜鉛めっき鋼板の製造方法
【課題】素地鋼板に対する合金化溶融亜鉛めっき層の密着性を向上させた合金化溶融亜鉛めっき鋼板の製造方法を提供すること。
【解決手段】本発明に係る合金化溶融亜鉛めっき鋼板の製造方法は、Si:1.0〜3.0%を含有する鋼を熱間圧延した後、600〜800℃で巻取りを行い、70〜90℃で10秒以上酸洗を行なった後、片面当たり付着量3〜8g/m2の鉄系プレめっきを施すことを特徴とするものである。
(もっと読む)
溶融亜鉛系めっき高張力鋼板の製造法

【課題】Bを添加して耐溶融金属脆化割れ性を付与した高強度鋼種をめっき原板に用いて、めっき密着性に優れた溶融Zn−Al−Mg系合金めっき高張力鋼板を製造する。
【解決手段】めっき前に行う還元加熱処理の炉内で鋼板表面温度が700℃以上に保持される時間を「保持時間」、当該炉内での鋼板表面の最高到達温度を「還元熱処理温度」と定義するとき、保持時間(sec)をx軸、還元熱処理温度(℃)をy軸とする実数目盛のx−y直交座標系において、図1に示すA(5,850)−B(25,850)−C(70,810)−D(200,740)−E(200,700)−F(5,700)−Aを結ぶ直線で囲まれた領域内(境界を含む)の保持時間、還元熱処理温度を満たす条件で還元処理を行い、その後引き続いて溶融Zn−Al−Mg系めっき浴でめっきを行う。
(もっと読む)
電磁制振装置、電磁制振制御プログラム
【課題】専用のエッジ位置検出センサが不要であり、通常の姿勢で走行する鋼板の振動は勿論のこと、幅方向に蛇行して走行する鋼板の振動を適切に抑制することが可能な電磁制振装置を提供する。
【解決手段】所定方向に走行する鋼板Sの厚み方向に対向配置した電磁石2A、2Bの組である電磁石対2を鋼板Sの幅方向に複数並べ、各電磁石2A、2Bに流す電流を制御する制御部4によって各電磁石対2の電磁石2A、2B間を走行する鋼板Sの振動を抑制する電磁制振装置1であって、制御部4が、入力された鋼板Sの幅寸法及びリアルタイム又は所定時間毎に入力された鋼板Sの蛇行量に基づいて鋼板Sのエッジ位置Seを演算して求めるエッジ位置算出手段41と、エッジ位置算出手段41で求めた鋼板Sのエッジ位置Seに基づいて電磁石2A、2Bに流す電流量を個別に制御する電流量制御手段42とを備えた。
(もっと読む)
溶融めっき冷延鋼板およびその製造方法
【課題】低降伏比で延性と穴拡げ性に優れた高強度溶融めっき冷延鋼板を、特殊な熱間圧延やNbやTi等の合金元素の添加を必要とせずに提供する。
【解決手段】質量%で、C:0.01〜0.15%、Si:0.01〜1.5%、Mn:1.5〜3.5%、P:0.1%以下、S:0.01%以下、Al:0.005〜0.10%、およびN:0.010%以下を含有し、下記式(1)で規定されるα値が1.9以上である化学組成と、鋼板表面から板厚の1/4深さ位置におけるフェライトの体積率が40%以上かつマルテンサイトの体積率が3%以上である鋼組織と、降伏比YRが70%以下であり、引張強度TS(MPa)と穴拡げ率HER(%)が下記式(2)を満たす機械特性を有する溶融めっき冷延鋼板。
(1) α=Mn+Si×0.5+Al×0.4
(2) TS1.5×HER≧0.9×106
(もっと読む)
溶融亜鉛鍍金鋼板の製造設備及び製造方法
【課題】鍍金付着量の均一化を図りつつ、シワ状の欠陥発生を抑えることで、製造する溶融亜鉛鍍金鋼板の表面品質を向上可能な溶融亜鉛鍍金鋼板を製造する。
【解決手段】連続して搬送されてくる鋼板20を、連続焼鈍炉5で焼鈍し、続けて溶融亜鉛鍍金浴7に浸漬して鍍金処理を行う。上記連続焼鈍炉5の冷却帯4で、複数のロールを千鳥状に配置してなるレベラ21で、連続して搬送されてくる上記鋼板20に対して曲げ矯正を行う。
(もっと読む)
51 - 60 / 351
[ Back to top ]