
国際特許分類[C23C2/40]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 処理される材料の形状に特徴があるもの (451) | 長尺材料 (442) | 板;ストリップ (351)
国際特許分類[C23C2/40]に分類される特許
61 - 70 / 351
ロール回転速度検出装置
【課題】浴中ロールの回転速度を高精度に検出することが可能なロール回転速度検出装置を提供する。
【解決手段】本発明のロール回転速度検出装置は、溶融金属内に設置されたロールに設けられ、ロールとともに回転する永久磁石と、永久磁石により形成される磁界を検出する検出部と、溶融金属に浸食されない非磁性体から形成され、検出部を包囲する保護部と、を備え、ロールの径方向における永久磁石と検出部との距離は5〜20mmに設定される。検出部は、溶融金属から遮断した状態で、永久磁石との距離が5〜20mmの位置に配置されるので、永久磁石の磁界を高レベルに検出することができ、ロールの回転速度を高精度に測定することができる。また、検出部が溶融金属から遮断されるため、検出部の寿命を長くすることができる。
(もっと読む)
溶融金属めっき鋼帯の製造方法

【課題】エッジオーバーコートを防止し、幅方向でのめっき付着量の均一性に優れる溶融めっき鋼帯の製造方法を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯の表面に、鋼帯を挟んでその両面に対向配置したガスワイピングノズルからガスを吹き付けて付着金属の厚さを制御する溶融金属めっき鋼帯の製造方法において、前記鋼帯の幅方向両側端部近傍の鋼帯延長面上に、ガスワイピングノズルから噴射されたガス同士の衝突を遮断するバッフルプレートを設け、該バッフルプレートは、板厚がめっき浴方向に向かって薄くなるように形成し、先端角度を88.8°以下かつ先端厚みを3mm以下とする。
(もっと読む)
電磁制振装置、電磁制振制御プログラム
【課題】厚み方向に湾曲した状態で幅方向に蛇行して走行する鋼板の振動を適切に抑制することが可能な電磁制振装置を提供する。
【解決手段】所定方向に走行する鋼板Sの厚み方向に対向配置した電磁石2A、2Bの組である電磁石対2を鋼板Sの幅方向に複数並べ、各電磁石2A、2Bに流す電流を制御する制御部4によって各電磁石対2の電磁石2A、2B間を走行する鋼板Sの振動を抑制する電磁制振装置1であって、制御部4が、リアルタイム又は所定時間毎に入力された鋼板Sの蛇行量に基づいて各電磁石対2における鋼板Sの補正目標位置を演算して求める鋼板補正目標位置算出手段41と、各電磁石対2における鋼板Sの位置が鋼板補正目標位置算出手段41で求めた補正目標位置となるように電磁石2A、2Bに流す電流量を個別に制御する電流量制御手段42とを備えたものとした。
(もっと読む)
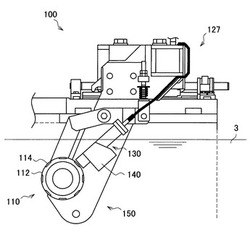
溶融めっき設備
【課題】ステアリングロールで蛇行制御を行う場合において、ステアリングロール下流の搬送路の据え付け誤差等によって、調質圧延機を通過する金属帯にずれが生じ、その結果、金属帯に形状不良が発生する問題を解決できる溶融めっき設備を提供する。
【解決手段】溶融めっき設備は、第1センサ21がステアリングロール20の直後における金属帯2の第1偏差量21aを検出し、第2センサ22が調質圧延機10前における金属帯2の第2偏差量22aを検出し、蛇行制御手段23が、第1及び第2センサ21,22からの第1及び第2偏差量21a,22aに基づいてステアリングロール20を傾動させることで、冷却搬送路4及び調質圧延機10前での金属帯2の蛇行を制御する構成である。
(もっと読む)
溶融金属めっき鋼帯のガスワイピング装置
【課題】スプラッシュの発生を安定して低減できる溶融金属めっき鋼帯のガスワイピング装置を提供する。
【解決手段】溶融金属めっき浴から連続的に引き上げられる鋼帯(11)の表面に、ガスワイピングノズル(12)から気体を吹き付け、鋼帯表面のめっき付着量制御を行う溶融金属めっき鋼帯のガスワイピング装置において、鋼帯(11)の両側に配置されたガスワイピングノズル(12)から噴射されたガス噴流の衝突位置またはその近傍に、鋼帯端部に近接して整流体(14)を設置する。
(もっと読む)
溶融金属めっき浴槽
【課題】めっき浴槽内において回転駆動させるシンクロールや浴中支持ロールの軸が貫通する側壁から溶融金属が漏れないようにするとともに、溶融金属による軸受けの内面及び軸の損傷を防止することが可能な溶融金属めっき浴槽を提供する。
【解決手段】金属帯を方向転換させるシンクロールと浴中支持ロール3が配置され、少なくともひとつのロールが回転駆動されるめっき浴槽1において、回転駆動するロールの軸4がめっき浴槽1の側壁8に設けられた軸封部9を貫通してめっき浴槽1の外に設けた軸受10で支持されるととともに、軸4を回転駆動させる駆動手段13に接続され、軸10が貫通する軸封部9の内部には、蓋16が装着される着脱自在のケーシング16が設けられ、ケーシング16の内部にはアルミナファイバーブランケット15が充填される空間部が形成され、蓋16とケーシング16の間で軸4の周囲が15で押圧されている。
(もっと読む)
溶融金属めっき浴中ロールの表面付着物除去装置
【課題】ブレード部をロールへ押し付ける押付力を、ロールの表面に付着した付着物を除去するための適正値に制御することが可能な、溶融金属めっき浴中ロールの表面付着物除去装置を提供する。
【解決手段】めっき槽6内に保持しためっき浴2中に配置したシンクロール4の表面に接触するブレード部10と、ブレード部10をシンクロール4へ押し付けるブレード押圧部12と、ブレード部10をモータ28が発生する駆動力によりシンクロール4の幅方向へ移動させるブレード横動部14と、シンクロール4へ押し付けたブレード部10がシンクロール4の幅方向へ移動する際にモータ28で発生するモータ負荷電流を検出する負荷電流検出手段16と、負荷電流検出手段16が検出したモータ負荷電流に応じてブレード部10をシンクロール4へ押し付ける押付力を変化させる押付力制御手段18を備える。
(もっと読む)
粗面化溶融Al−Si合金めっき鋼板およびその製造方法、ならびに溶融Al−Si合金めっき鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法
【課題】Al系めっき鋼板の表面に熱可塑性樹脂を接触させた場合に、良好な密着性を付与することができる粗面化Al系めっき鋼板を提供すること。
【解決手段】Si含有量が5〜13質量%の範囲内のAl−Siめっき層を有する溶融Al−Si合金めっき鋼板を準備する。この溶融Al−Si合金めっき鋼板を酸化性の酸性水溶液に浸漬して、めっき層の表面に平均深さが0.2μm以上で、かつ前記めっき層の膜厚に対する前記めっき層表面からの平均深さの割合が80%以下のピットを複数形成する。酸化性の酸性水溶液としては、塩化第二鉄水溶液が好ましい。
(もっと読む)
疲労特性と穴拡げ性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】590MPa以上の引張強度を有し、疲労特性と穴拡げ性に優れた高強度溶融亜鉛めっき鋼板とその製造方法を提供する。
【解決手段】質量%でC:0.04%以上0.13%以下、Si:0.9%以上2.3%以下、Mn:0.8%以上1.8%以下、P:0.1%以下、S:0.01%以下、Al:0.1%以下、N:0.008%以下を含有し、残部が鉄および不可避的不純物からなり、組織は、面積率で、80%以上のフェライト相と1.0%以上のベイニティックフェライト相と1.0%以上10.0%以下のパーライト相を有し、さらに、マルテンサイト相の面積率が1.0%以上5.0%未満で、かつ、平均結晶粒径はフェライトが14μm以下、マルテンサイトが4μm以下、マルテンサイトの平均自由行程が3μm以上で、フェライトのビッカース硬度が140以上で、マルテンサイト面積率/(ベイニティックフェライト面積率+パーライト面積率)≦0.6を満たす。
(もっと読む)
材質安定性と加工性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】540MPa以上の引張強度TSを有し、かつ、材質安定性と加工性(高延性と高穴拡げ性)に優れた高強度溶融亜鉛めっき鋼板およびその製造方法を提供する。
【解決手段】成分組成は、質量%でC:0.04%以上0.13%以下、Si:0.7%以上2.3%以下、Mn:0.8%以上2.0%以下、P:0.1%以下、S:0.01%以下、Al:0.1%以下、N:0.008%以下を含有し、残部がFeおよび不可避的不純物からなり、鋼組織は、面積率で、75%以上のフェライト相と、1.0%以上のベイニティックフェライト相と、1.0%以上10.0%以下のパーライト相を有し、さらに、マルテンサイト相の面積率が1.0%以上5.0%未満で、かつ、マルテンサイト面積率/(ベイニティックフェライト面積率+パーライト面積率)≦0.6を満たすことを特徴とする材質安定性と加工性に優れた高強度溶融亜鉛めっき鋼板。
(もっと読む)
61 - 70 / 351
[ Back to top ]