
国際特許分類[C25D13/22]の内容
化学;冶金 (1,075,549) | 電気分解または電気泳動方法;そのための装置 (15,555) | 電気分解または電気泳動による被覆方法;電鋳 (10,553) | 電気泳動被覆 (877) | 保守または操作 (122)
国際特許分類[C25D13/22]の下位に属する分類
処理液の再生 (21)
国際特許分類[C25D13/22]に分類される特許
1 - 10 / 101
複層アニオン電着塗膜形成方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
電着塗装装置
【課題】電着槽内で被塗装物から放出された異物が被塗装物に付着するのを有効に防止することで塗装欠陥の発生を低減する電着塗装装置を提供する。
【解決手段】電着液1を貯留する電着槽2を備え、電着液1に被塗装物Wが浸漬して入槽端2a側から出槽端2b側に搬送される被塗装物移動領域Aの全領域に亘って、被塗装物領域Aの上方に配置された多数の上層ライザー21から電着液1を下方に噴射する。被塗装物移動領域Aを進行する被塗装物Wは、電着液1の下降流F1の存在下に維持され、異物が除去されると共に被塗装物Wから洗い出された異物が槽内循環流Fによって当該被塗装物Wや他の被塗装物Wに付着するのが防止されて塗装欠陥の発生が低減でき、良好な電着塗装が施される。
(もっと読む)
絶縁電線及びその製造方法、並びにそれを巻回してなるコイル
【課題】幅及び厚さが長さ方向に沿って変化する部分を有する金属線を長さ方向に沿って均一な厚さの絶縁層で被覆する。
【解決手段】絶縁電線の製造方法は、幅及び厚さが長さ方向に沿って変化する部分を有する金属線を、電着液に連続して通過させて電着塗装した後、金属線に付着した電着被膜からなる絶縁層を焼き付けるものである。そして、電着塗装を定電圧法で行う。
(もっと読む)
めっき電流密度分布測定装置およびめっき電流密度分布の測定方法

【課題】陰極板におけるめっき電流密度の面内分布の精密な測定を実現する手段を提供する。
【解決手段】めっき槽;めっき槽に収容されるめっき液の液面よりも下側に少なくとも一部が配置される、アノードおよび被めっき部材;第一の絶縁体およびその一方の面上に形成された第一の測定用電極を備え、被めっき部材のめっきが施される面の一部に当該第一の絶縁体が対向するように配置される第一の電流測定体;めっき電源;めっき電源の陽極用端子とアノードとを電気的に接続する第一の配線;めっき電源の陰極用端子と被めっき部材とを電気的に接続する第二の配線;めっき電源の陰極用端子と第一の測定用電極とを、当該第一の測定用電極と被めっき部材とが並列関係をなすように電気的に接続する第三の配線;ならびに第三の配線上に配置される第一の電流測定手段を備えるめっき電流密度分布測定装置。
(もっと読む)
基板処理装置及び基板処理方法
【課題】処理液の流れ方向を自在に切替えることができ、かつ処理液の流れ方向を切替える際に、処理液の全体的な流量の変化や流れの不均一を生じさせることのないようにする。
【解決手段】処理槽20に接続され、該処理槽20内に方向が異なる処理液の流れが形成されるように切替えて使用される複数の入口配管26a,26b及び出口配管28a,28bと、入口配管26a,26b及び出口配管28a.28bを通して処理槽20内に処理液を供給し循環させるポンプ30を備え、入口配管26a、26b及び出口配管28a,2/8bには、切替えて使用される時に、内部を流れる処理液の流量が時間ととも変化するように制御部48で制御される流量制御装置44a,44b、46a,46bがそれぞれ設けられている。
(もっと読む)
モデル作成方法およびモデル作成プログラム
【課題】解析モデルの要素数を減らしてコストを削減する。
【解決手段】電着槽内で車体10が占めるワーク領域A1と、電着槽内で電着液11が占める電着液領域A2とが設定される。続いて、パネルP1,P2間の隙間寸法Gapが計算され、この隙間寸法Gapが基準値G0と比較される。隙間寸法Gapが基準値G0以上となる範囲においては、パネルP1,P2間に区画される領域が電着液領域A2のまま維持される。一方、隙間寸法Gapが基準値G0を下回る範囲においては、パネルP1,P2間に区画される領域が電着液領域A2からワーク領域A1に変換される。そして、残存する電着液領域A2が複数の要素に分割されて電着液解析モデルが作成される。このように、微小隙間の電着液領域A2を削減するようにしたので、電着液解析モデルの要素数を削減することが可能となる。
(もっと読む)
シミュレーション方法およびシミュレーションプログラム
【課題】開発コストを抑制しながら車体に追加する電着穴の大きさを設定する。
【解決手段】電着塗装を想定して車体解析モデルを構成する要素毎に塗膜厚Xが計算される(S10)。塗膜厚Xが基準値を下回ると判定された場合には、車体解析モデルから膜厚不足領域が抽出される(S12)。膜厚不足領域毎に最も薄い塗膜厚Xの穴加工要素が抽出され(S13)、この穴加工要素に基づいて電着穴の加工位置が設定される(S14)。続いて、所定のマップデータを参照して衝突試験時に各穴加工要素に作用する応力が読み込まれ(S15)、この応力に基づいて電着穴径が設定される(S16)。これにより、車体強度を考慮しながら電着穴の大きさを設定することができ、不要な車体強度の低下を回避することが可能となる。したがって、車体強度を回復させるための設計変更を回避することができ、車体の開発コストを抑制することが可能となる。
(もっと読む)
電着塗装装置及び電着塗装方法
【課題】補助電極を設けて被塗装物の必要とする部位を電着塗装する場合であっても、塗装設備として複雑化することを抑える。
【解決手段】塗料3中に浸漬した被塗装物5と電極棒7とを直流電源9により接続する。被塗装物5と電極棒7との間には、第1の補助電極11を配置する一方、箱状の被塗装物5内には第2の補助電極13を配置し、これら各補助電極11,13同士を配線19により接続する。第1の補助電極11は、補助電極本体15を絶縁部材17によって塗料13に対して電気的に絶縁する。絶縁部材17は、電極棒7側が開口した箱状に形成してあり、その開口部にはイオン交換膜21を取り付ける。
(もっと読む)
シミュレーション方法およびシミュレーションプログラム
【課題】作業コストを抑制しつつ空気溜まりの予測精度を高める。
【解決手段】車体解析モデルを構成する複数の節点から、端に位置する節点i10を電着液に接する境界節点として設定される。この境界節点に隣接する隣接節点i9が電着液に接するか否かを判定する際には、節点i9,i10間のワーク面に付着する気泡モデルが設定され、この気泡モデルに作用する浮力Fuからワーク面に平行となる浮力分力Fupが算出される。続いて、気泡モデルに作用する電着液の流動推力Flから、ワーク面に平行となる推力分力Flpが算出される。そして、浮力分力Fupおよび推力分力Flpから気泡モデルに作用する合力(Fup+Flp)が算出され、この合力がワーク面に付着する気泡モデルの付着力Fsを上回るか否かが判定される。合力が付着力を上回る場合には、気泡モデルが移動するため隣接節点i9が電着液に接すると判定される。
(もっと読む)
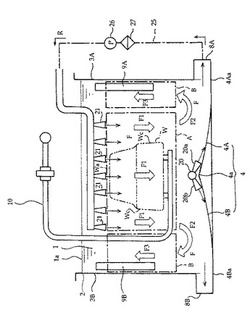
電着塗装装置
【課題】電着槽内での被塗装物からのゴミ等の異物の放出を有効に防止でき、これにより塗装欠陥の発生を低減できて塗装品質を向上できるとともに、電着塗装のコストダウンが図れる電着塗装装置を提供する。
【解決手段】電着液1を収容する電着槽2と、電着液1に被塗装物Wが浸漬されて搬送される被塗装物Wの搬送経路を含む電着液1の上層部Uにおいて、被塗装物Wの搬送方向と同方向に被塗装物Wの搬送速度と同じ平均流速の電着液流を生成する電着液流生成手段11、12L、12R、21、22L、22Rと、上層部Uよりも下層側M、Dにおいて、電着液1中の電着塗料の沈降を防止する循環流を生成する循環流生成手段13、14、23、24とを備える。
(もっと読む)
1 - 10 / 101
[ Back to top ]