
国際特許分類[C25D7/04]の内容
化学;冶金 (1,075,549) | 電気分解または電気泳動方法;そのための装置 (15,555) | 電気分解または電気泳動による被覆方法;電鋳 (10,553) | 被覆される物品に特徴のある電気鍍金 (2,030) | 管状体;輪状体;中空体 (50)
国際特許分類[C25D7/04]に分類される特許
21 - 30 / 50
伝熱管および該伝熱管を用いた熱交換器
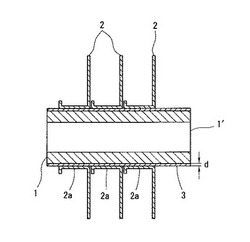
【課題】 銅管表面に形成される防食層の膜厚を最適化することにより、伝熱管および熱交換器の防食能力の最適化を図る。
【解決手段】 銅管1′の外表面に、スズまたはスズ合金からなり、膜厚dが3μm〜500μmの防食層3を形成して、結露水によって侵食されることがなくなるようにするとともに、防食層3の膜厚dの最適化を図ることができるようにする。
(もっと読む)
シリンダブロックのめっき処理装置及び方法

【課題】シリンダボアを形成するシリンダ内周面の全体に亘ってめっき皮膜を良好に形成できること。
【解決手段】シリンダヘッド104一体型のシリンダブロック100におけるシリンダボア103内に筒状電極12が配置可能に設けられ、シリンダボアを形成するシリンダ内周面106と筒状電極の外周面23との隙間(外側処理液流路22)、及び筒状電極の内部(内側処理液流路21)に処理液を導き、筒状電極及びシリンダブロックに通電することで、シリンダ内周面にめっき前処理またはめっき処理を施すシリンダブロックのめっき処理装置10において、シリンダヘッドには、シリンダボアに連通して燃焼室105が形成され、この燃焼室をシールする第1シール部材11が筒状電極12に取り付けられて、燃焼室内に配置可能に構成されたものである。
(もっと読む)
めっき処理装置
【課題】シリンダブロックの着脱時に、このシリンダブロックのシリンダ内周面と電極との接触を容易に防止して、これらのシリンダ内周面及び電極の損傷を回避できると共に、作業効率を向上できること。
【解決手段】シリンダブロック100のシリンダ内周面106にめっき前処理またはめっき処理を施すめっき処理装置10において、シリンダブロックのクランクケース側外壁には、クランクケース面110に垂直で、且つシリンダボアの軸心P方向に平行な平面部116、117が対向して形成され、シリンダブロックのクランクケース面110に接してこのシリンダブロックを載置可能なワーク載置台17に電極12が突設されると共に、ワーク載置台において前記平面部116、117に正対可能な位置に、この平面部をスライドさせるスライド面41A、42Aを有する挿入ガイド41、補助ガイド42が、筒状電極12と平行に立設されたものである。
(もっと読む)
めっき処理方法
【課題】被処理面でのシールの不完全に起因する処理液の漏洩を確実に防止できること。
【解決手段】シリンダブロックの被処理面であるシリンダ内周面に処理液を導き、シリンダ内周面をめっき前処理またはめっき処理するめっき処理方法において、シール部材がシリンダ内周面に接触して当該シリンダ内周面をシールするシール工程(S3〜S6)と、シリンダ内周面へ送液ポンプの駆動により処理液を導く送液工程(S7、S8)と、シリンダ内周面を含む空間に処理液が満たされた状態で、電極及びシリンダブロックへ所定の電荷を印加して、めっき前処理またはめっき処理を実施する処理工程(S9〜S11)とを順次実施し、シール部材がシリンダ内周面に接触して実施されるシール工程によるシールを確認した後に、送液ポンプを駆動して送液工程を実施するものである。
(もっと読む)
シール治具及びめっき処理装置
【課題】被処理面へのシール位置の位置決め精度を向上できること。
【解決手段】シリンダブロック1の被処理面であるシリンダ内周面3に処理液を導く際に、シリンダ内周面に接触してこのシリンダ内周面をシールするシール治具13において、伸縮自在な材料にて構成され、浮き輪形状のシール部材33と、このシール部材の下側面33Cを支持するシール下板34と、このシール下板に対向して配置され、シール部材の上側面33Bを支持するシールベース35とを有し、シール部材33は、エアが内部に導入されたときに、シール下板34とシールベース35により規制されて半径方向のみに拡張され、シリンダ内周面3に接触可能に構成されたものである。
(もっと読む)
多重巻鋼管
【課題】多重巻鋼管を製造する過程で、ロウ付けに必要な銅を過不足なく供給することができ、鋼管の表面に銅の再凝固が生じず、また、鋼管シーム部に良好なフィレットが形成されるようにする。
【解決手段】鋼板は、銅めっきの膜厚をt1とする一方の面と、銅めっきの膜厚をt2とする他方の面とを有し、前記一方の面の銅めっきの膜厚(t2)よりも前記他方の面の銅めっきの膜厚(t1)の方を薄くし、かつ、前記一方の面が多重巻鋼管の外側面になるように管状に成形する。
(もっと読む)
熱交換器用パイプの防錆方法及び熱交換器用パイプ並びに熱交換器の防錆方法及び熱交換器
【課題】外周面にめっき皮膜が形成されたU字状のパイプの開口端部にリターンベンドを何等のおそれなく溶接できる熱交換器用パイプの防錆方法を提供することを目的とする。
【解決手段】熱交換器に用いる金属製のU字状のパイプ10をめっき液16に浸漬して、パイプ10の外周面に防錆用のめっき皮膜を形成する際に、パイプ10の開口端部10aであって、前記熱交換器内で隣接するU字状のパイプと接続する金属製のリターンベンドの端部が溶接される溶接部分の外周面及びパイプ10の内周面をめっき液と接触しないように、めっき液16の液面からパイプ10の開口端部10aを突出させて、パイプ10をめっき液16に浸漬することを特徴とする。
(もっと読む)
円筒部材の内面処理装置及び同方法
【解決手段】図(c)に示すように、パレット12に載ったままの円筒部材11に、めっき液噴射管17を上から挿入し、このめっき液噴射管17から噴射しためっき液で円筒部材11の内部をめっき処理する。用済みのめっき液は、下部排液路15を介して下へ排出すると共に、上部排液路18を介して上へ排出する。
【効果】めっき処理中に噴射後のめっき液は上と下とに排出される。この結果、円筒部材11の上部と下部のめっき膜厚は、同一になる。また、めっき処理後は、下部開口閉塞部材14の上面からめっき液を抜くため、排出中のめっき液がパレット12やシリンダブロックのスカート22に付着する心配が無く、めっき液の無駄使いを防止することができる。
(もっと読む)
ニッケル電気めっき膜およびその製法
【課題】伸び率が8%以上と高いニッケル電気めっき膜およびその製法を提供する。
【解決手段】めっき浴における硫酸ニッケル(六水和物)と塩化ニッケル(六水和物)との混合比〔硫酸ニッケル(六水和物)/塩化ニッケル(六水和物)〕をg/L基準で250/50〜190/110の範囲内に設定することにより、形成されるニッケル電気めっき膜を、ビッカース硬さが210以下、平均結晶粒径が2.5μm以上、X線回折により求められる(111)面1のピーク強度〔A〕と(200)面2のピーク強度〔B〕の比〔A/B〕が3以上、伸び率が8%以上のニッケル電気めっき膜にする。
(もっと読む)
筒状体内面の部分電気めっき方法とその装置
【課題】 筒状体内面の部分電気めっき作業の能率を高める。
【解決手段】 マスキング材22は、縦に配置し、上方に電極棒25を突出する。筒状体1は、縦に配置し、下側部分をマスキング材22に嵌め込んで閉鎖すると共に、上側部分内に電極棒25を配置する。筒状体の上側部分は、マスキング材22を底とする容器状にする。筒状体1の上側部分は、めっき液7を注入し、上側部分の内面と上側部分内の電極棒25をめっき液7に浸す。筒状体1の下側部分の内面は、マスキング材22で覆ってめっき液を接触させない。電源33の陽極から電極棒25、筒状体1の上側部分内のめっき液7、筒状体1の上側部分の内面と外面を経て電源33の陰極に通電する。筒状体1は、上側部分の内面のみにめっき被膜を形成する。
(もっと読む)
21 - 30 / 50
[ Back to top ]