
国際特許分類[C25D7/04]の内容
化学;冶金 (1,075,549) | 電気分解または電気泳動方法;そのための装置 (15,555) | 電気分解または電気泳動による被覆方法;電鋳 (10,553) | 被覆される物品に特徴のある電気鍍金 (2,030) | 管状体;輪状体;中空体 (50)
国際特許分類[C25D7/04]に分類される特許
1 - 10 / 50
長尺物の内面めっき用の補助電極
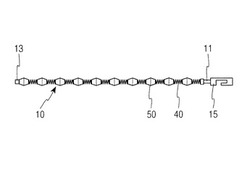
【課題】屈曲した管状物品にも挿入が容易で、管状物品の内面のめっきを良好に行うことのできる、安価な長尺物の内面めっき用の補助電極を提供する。
【解決手段】管状物品20の内面に電気めっきを施すために管状物品の内部に挿入されて使用される補助電極10において、補助電極10は、線状の補助陽極11と、補助陽極に取付けられる補助電極スペーサ50と補助電極バネ部材40から構成される。補助電極スペーサ50は、非導電性材料で形成されるとともに、外形の中央部が外径方向に張り出したそろばん玉状、球状又は楕円球状で形成され、中心部に中心孔51が形成される。補助電極バネ部材40は、非導電性材料で形成されるとともに、コイル状に形成される。補助電極スペーサ50と補助電極バネ部材40は、補助陽極11に交互に挿入される。
(もっと読む)
物品をめっきするための装置

【課題】めっき槽からのコーティングで物品をめっきするための装置および方法を提供する。
【解決手段】めっき処理において少なくとも1つの適合可能なアノード(40)を利用して物品(10)にめっきを塗布する方法および装置を提供する。コーティングされる物品の領域のおおよその形状に適合するように、アノードに適切なワイヤまたは他の材料が成形される。アノードは電源(44)によって駆動され、物品はカソードとして機能する。アノードおよび物品は、両方ともめっき槽(38)に浸漬される。物品およびアノードは、物品の中心軸(22)を中心に互いに対して回転される。アノードと物品との間の相対的な移動によって、アノードを通過する物品の選択領域に均一なめっきが塗布される。別のアノード(50)を物品に対して固定して設け、他のアノードと同時に物品の別個の選択領域をめっきすることができる。
(もっと読む)
バルブ・管継手等の銅合金製配管器材のカドミウム溶出防止方法とこれを用いた銅合金製配管器材並びに皮膜形成剤
【課題】カドミウムを含有する銅合金を再利用して銅合金製配管器材を設けることができ、この銅合金製配管器材からのカドミウムの溶出を抑制できるバルブ・管継手等の銅合金製配管器材のカドミウム溶出防止方法及びその銅合金製配管器材を提供する。
【解決手段】カドミウムが固溶した銅合金製配管器材の少なくとも接液部を、カドミウムよりも貴な金属を含有する金属塩水溶液内に浸漬させ、この配管器材の接液部表層のカドミウムを貴な金属と置換させてカドミウムの溶出を抑制したバルブ・管継手等の銅合金製配管器材のカドミウム溶出防止方法である。
(もっと読む)
長尺物の内面めっき用の補助電極
【課題】屈曲したフィラーパイプにも挿入が容易で、フィラーパイプの内面のめっきを良好に行うことのできる、安価な長尺物の内面めっき用補助電極を提供する。
【解決手段】フィラーパイプ20に電気めっきを行うときに、フィラーパイプ20の内部に挿入されて使用される補助電極10において、補助電極10は、線状の可撓性を有する導電体で形成される補助陽極11と補助電極スペーサ12から構成される。補助電極スペーサ12は、非導電性で球状又は楕円球状のスペーサ球状部13と、複数のスペーサ球状部13を、紐状に連結する可撓性のスペーサ連結部14から長尺状に形成される。複数の補助電極スペーサ12が補助陽極11の周囲に巻き付けられるとともに、補助陽極11がフィラーパイプ20の内面に接触しないで、且つ、スペーサ球状部13同士が重なり合わない密度で巻き付けられる。
(もっと読む)
内面めっき方法及び内面めっき用補助極
【課題】管状被めっき物、特に大きく屈曲した管状被めっき物にも適用可能で、管内面に良好にめっきが施せる方法並びにそれに使用して好適な補助極を提供する。
【解決手段】めっき液にパイプ1を浸漬して電気めっきを施す場合において、パイプ1内には可撓性を有する線状の補助陽極21が挿通され、その補助陽極21の外周には合成樹脂糸を編んだ筒状網スペーサ22を嵌装して、パイプ1の内面と補助陽極21とが非接触状態となるようにした。
(もっと読む)
金属充填微細構造体の製造方法
【課題】絶縁性基材に設けられた微細孔への金属の充填率が高く、かつ、金属充填に伴う残留応力によって微細構造体に反りが発生することを防止することができる金属充填微細構造体の製造方法を提供する。
【解決手段】絶縁性基材に設けられた貫通孔101,102等の平均開孔径が10〜5000nmであり、平均深さが10〜1000μmであり、前記貫通孔の密度が1×106〜1×1010個/mm2である絶縁性基材に、前記貫通孔への金属の仮想充填率が100%よりも大きくなるように、電解めっき処理により前記貫通孔へ金属を充填する工程、絶縁性基材の表面に付着した金属を研磨処理により除去する工程を有し、前記貫通孔内部に充填される金属の結晶粒子径と、前記絶縁性基材の表面に付着する金属の結晶粒子径と、の差が20nm以下となるように前記電解めっき処理を実施することを特徴とする金属充填微細構造体の製造方法。
(もっと読む)
ロール用メッキ装置
【課題】ロールの周面へのメッキを均一な厚さに施すことができるロール用メッキ装置を提供する。
【解決手段】メッキ対象のロールRの両端をチャックする一対のロールチャック2と、メッキ液Lを貯留しこのメッキ液LにロールRを浸漬させるメッキ槽3と、上記メッキ槽3内に設けられ、上記ロールチャック2に外嵌するよう対向配設され、ロール端部へのメッキ電流の集中を抑制する一対のメッキ電流遮蔽器5とを備えるロール用メッキ装置1であって、上記メッキ電流遮蔽器5が、上記ロールチャック2の軸方向に移動可能に吊設されており、上記ロールチャック2に外嵌するロール端面被覆板10と、このロール端面被覆板10の対向面側に立設され、切欠領域を有する帯状のロール周面端部被覆板11とを備えることを特徴とする。
(もっと読む)
シリンダブロックのめっき処理装置
【課題】シール位置の位置精度が高く、シリンダブロックの固定およびシール治具の保持を簡便な動作で可能な低廉な構造を備え、エンジン小型化に柔軟に対応可能なシリンダブロックのめっき処理装置を提案する。
【解決手段】めっき処理装置1は、シリンダブロック101を載置自在な載置台3と、シリンダ内周面103との間に環状の処理液流路4を形成する筒状電極6と、筒状電極6の自由端部に設けられたシール治具7と、シリンダ内周面103の他方側の開口端をシール可能な拡張状態に伸縮可能な拡張シール部材31と、シール治具7に着脱自在に接続され拡張シール部材31を拡張状態に作動させるエアジョイント9と、載置台3とともにシリンダブロック101を挟み込んで保持する上治具8と、エアジョイント9とシール治具7とを連結するときに位置調整を行うコイルスプリング33と、を備えたことを特徴とする。
(もっと読む)
油井管用のねじ継手
【課題】従来よりも容易に製造でき、優れた耐焼付き性を有する油井管用のねじ継手を提供する。
【解決手段】インテグラル型のねじ継手は、第1油井管の端部に形成されるボックス3と、第2油井管の端部に形成され、ボックス3に挿入されるピン2とを備える。ボックス3の内面は、複数の雌ねじ31が形成される雌ねじ部と、内面メタルシール部とを含む。ピン2の外面は、複数の雄ねじ21が形成された雄ねじ部と、内面メタルシール部に対応する外面メタルシール部とを含む。ピン2の雄ねじ部及び外面メタルシール部上には、筆めっき法によりめっき層が形成される。
(もっと読む)
円筒部材の表面処理装置
【課題】切換え作業工数の短縮を図ることができる円筒部材の表面処理装置を提供することを課題とする。
【解決手段】旋回手段35は、昇降ロッド36の下端に設けられているリンク部材38と、リンク部材38の下端にリンク軸41を介して回転自在に設けられている旋回部材42と、旋回部材42の一端に設けられカバー部材32を保持するカバー保持部材43と、カバー保持部材43に設けられ端部に接続ピン44を有する接続部45と、リンク部材38から水平方向に延ばされ端部に支持軸46を有する水平バー47と、支持軸46に設けられ進退ロッド48を介して接続ピン44を押し引きする旋回シリンダ51とからなる。
【効果】ノズルの切換え作業が正面向き作業になるので、ノズル等の交換を容易に行うことができ、切換え作業工数の短縮を図ることができる
(もっと読む)
1 - 10 / 50
[ Back to top ]