
国際特許分類[D01H13/00]の内容
繊維;紙 (81,477) | 天然または人造の糸または繊維;紡績 (11,659) | 紡績またはねん糸 (1,344) | 他の共通な構造上の特徴,細部または補助装置 (291)
国際特許分類[D01H13/00]の下位に属する分類
他に分類されないローラ装置 (12)
スライバ,粗糸または糸のガイド,すべり止め (40)
より止め装置
張力装置 (19)
糸のスナールまたは糸の折り重なりを防止する装置 (2)
警告または安全装置,例.自動欠陥検出装置,停止装置 (110)
紡績またはねん糸に関連した糸またはその類似物の検査または試験を容易にする装置 (8)
加熱または冷却装置 (1)
紡績またはねん糸中の付随的な手段としての糸またはその類似物の湿潤,のり付け,給油,ワクシング,染色または乾燥 (8)
計数,測定,記録または登録装置 (29)
国際特許分類[D01H13/00]に分類される特許
41 - 50 / 62
繊維機械
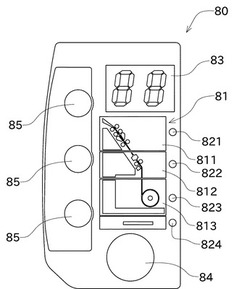
【課題】各糸処理ユニットにおいて異常が発生した箇所を直感的に判り易く表示することができる繊維機械を提供する。
【解決手段】精紡機が備える複数の紡績ユニットのそれぞれは、当該紡績ユニットの全体的な構成を示した全体図81を表示するオペレーションパネル80を備えている。オペレーションパネル80は、当該紡績ユニットに異常がある場合に、全体図81のうち前記異常の発生箇所と対応する箇所を特定表示することが可能に構成されている。
(もっと読む)
繊維機械

【課題】糸処理ユニットの運転状態を容易に把握することができる繊維機械を提供する。
【解決手段】精紡機が備える複数の紡績ユニットのそれぞれは、当該紡績ユニットの運転状態が、複数の運転レベルの中でどの運転レベルに対応するかを表示するレベル表示部86を備えている。また、前記運転レベルは、基準となる基準運転状態が中央となるように区分されている。前記基準運転状態は、精紡機が複数備えた紡績ユニットの運転状態の平均値か、或いは所定の設定値とすることができる。
(もっと読む)
紡績機械の運転管理装置
【課題】現在の在庫量で精紡機の生産継続が可能かどうか判断することを可能にすることができる紡績機械の運転管理装置を提供する。
【解決手段】運転管理装置21は、LAN22を介して粗紡機11の制御装置12及び精紡機16の制御装置17に接続されている。運転管理装置21は、CPU23、プログラムメモリ24、作業用メモリ25、入力装置26及びディスプレイ27を備えている。CPU23は粗紡機11及び精紡機16の運転データを収集し、粗紡機11及び精紡機16の現在の稼動状況をモニタする。CPU23は粗紡機11及び精紡機16の運転データに基づいて、精紡機16における未来の粗糸在庫増減量を演算する。ディスプレイ27は前記未来の粗糸在庫増減量を表示する。
(もっと読む)
繊維機械システム及び繊維機械
【課題】ホストコンピュータを介して通信する必要が無く、しかも機台の配置換えが容易な繊維機械システムを提供する。
【解決手段】自動ワインダシステム70は、複数の自動ワインダ60を備える。自動ワインダ60のそれぞれは、複数の糸巻取ユニット16と、機台制御装置11と、ZigBee端末12と、を備える。機台制御装置11は、前記糸巻取ユニット16の巻取情報を管理し、当該糸巻取ユニット16を制御する。ZigBee端末12は、他の自動ワインダ60が備えるZigBee端末12と直接的に無線通信することが可能である。機台制御装置11は、他の自動ワインダ60が備えた機台制御装置11と、ZigBee端末12による無線通信によって巻取情報を送受信する。
(もっと読む)
制御プログラム作成プログラム、及び制御プログラムの作成方法、繊維機械システム
【課題】一括制御プログラムを作成するのに要する労力を低減できるよう、基準となる個別制御プログラムを用意するだけで自動的に他の個別制御プログラムも作成されるプログラムを提供する。
【解決手段】ユニットコントローラ19が複数の紡績ユニット2を制御するのに供される一括制御プログラムを作成するための、制御プログラム作成プログラムにおいて、一括制御プログラムは、各紡績ユニット2に対応する固有の個別制御プログラム1−a〜1−d、2−a〜2−dを含むものであり、コンピュータに、基準となる個別制御プログラムとしての基準個別制御プログラム1−a、2−aを取得する第1の機能と、前記第1の機能によって取得した前記基準個別制御プログラム1−a、2−aに基づいて、他の個別制御プログラム1−b〜1−d、2−b〜2−dを作成する第2の機能と、を実現させる。
(もっと読む)
紡績機
【課題】良好な省エネルギー性及び耐久性を実現するとともに、生産効率の高い紡績機を提供する。
【解決手段】紡績機において、糸弛み取り装置12の動作を制御する制御部73は、糸弛み取り装置12の作動及び停止を切り換える第1モードと、糸弛み取り装置12を常時作動させる第2モードと、を切換可能である。前記第1モードにおいて、糸弛み取り装置12は少なくとも、紡績装置が紡出した糸を巻取装置で巻取可能にする作業(例えば糸継作業及び玉揚作業)の作業時間において作動する。
(もっと読む)
糸弛み取り装置及びそれを備える紡績機
【課題】糸に掛かる張力を紡績機の稼動時において制御可能な糸弛み取り装置を提供する。
【解決手段】糸弛み取り装置12は、電動モータ25と、弛み取りローラ21と、糸掛け部材22と、電磁石36と、制御部と、を備える。弛み取りローラ21は、電動モータ25によって回転駆動される。糸掛け部材22は、弛み取りローラ21に対して同心で相対回転自在に取り付けられる。電磁石36は、糸掛け部材22に作用させる磁界を生成する。前記制御部は、前記糸掛け部材22の前記弛み取りローラ21に対する相対回転に抗する抵抗トルクを前記磁界によって発生させるとともに、前記電磁石36への入力制御によって前記抵抗トルクを制御する。
(もっと読む)
精紡機を制御するための方法
【課題】紡出終了過程の間でも高い運転確実性および生産性によりすぐれているような、高い自動化度を有する方法を提供する。
【解決手段】機械制御部21またはオペレータによって入力ユニットを介して多数のコップ交換プロセスプログラムから、紡糸された原料および/または紡出された糸タイプもしくは糸種類および/または紡出された糸番手および/または糸撚りおよび/または機械構成に関連して、妥当なコップ交換プロセスプログラム26が選び出され、該コップ交換プロセスプログラムが、紡出プログラム23により形成された糸に比べてコップ交換プロセス時の糸特性の意図的な変化を実施し、これにより、紡出終了プロセス、ボビン交換過程および/または後続の紡出開始プロセスのために最適に適合された糸特性を達成する。
(もっと読む)
電磁式テンサーを組み込んだ糸弛み取り装置
【課題】糸掛け部材の弛み取りローラに対する安定した回転抵抗を実現し、品質の安定したパッケージを形成できるようにした電磁式テンサーを組み込んでなる糸弛み取り装置を提供すること。
【解決手段】回転駆動源25と、回転駆動源によって回転駆動される弛み取りローラ21と、弛み取りローラに対して同心で相対回転自在に取り付けられる糸掛け部材22とを備え、糸掛け部材に磁界が作用するように、電磁石による磁界形成手段を弛み取りローラに設け、磁界形成手段により生じる磁界によって、弛み取りローラと糸掛け部材との間に回転トルクを発生させ、電磁石への入力制御によって回転トルクを制御するようにしたことを特徴とする電磁式テンサーを組み込んだ糸弛み取り装置。
(もっと読む)
紡績機の作業箇所の分配
【課題】
安価に製造され得るクロス巻取り包装体を製造する紡績機を準備すること。
【解決手段】
この発明は、複数の均一に互いに間隔を置いた巻取りステーション(1)を備えて、巻取りステーションの間隔aが互いに巻取りステーション(1)の場所の必要性によって形成され、並びに二つの延伸機構作業箇所(3)を包含する延伸機構(2)と延伸機構作業箇所(3)に後方配置された紡績装置(7)を備えて、クロス巻取り包装体を製造する紡績機、特に空気紡績機に関し、延伸機構(2)がリング紡績機の延伸機構上ロール用の連続振り子支持体を備えていて、各延伸機構(2)の延伸機構作業箇所(3)の相互の間隔bが巻取りステーション(1)の間隔aより僅かに少なく、そして隣接した延伸機構(2)の互いに並んで位置する延伸機構作業箇所(3)の相互の間隔cは間隔bが間隔aより僅かに少ないのと同じ値だけ間隔aより大きいことを特徴とする。 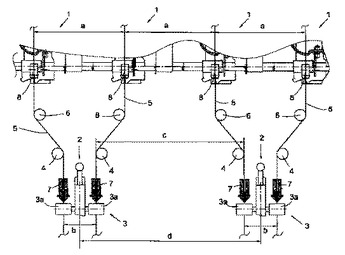 (もっと読む)
(もっと読む)
41 - 50 / 62
[ Back to top ]