
国際特許分類[D01H9/02]の内容
繊維;紙 (81,477) | 天然または人造の糸または繊維;紡績 (11,659) | 紡績またはねん糸 (1,344) | 繰り出しまたは巻き取り位置におけるボビン,芯管,容器または巻き取ったパッケージの差し換えまたは取りはずし装置 (81) | 巻き取り位置における巻き取ったパッケージの取りはずしとボビン,芯管または容器の差し換えを行なう装置;隣接している充満した巻き取り要素と空の巻き取り要素間の材料の移し換え (57)
国際特許分類[D01H9/02]の下位に属する分類
紡績機械またはねん糸機械に付随した玉揚げ装置 (15)
紡績機械またはねん糸機械と独立した玉揚げ装置 (24)
糸の取り出しのための準備機械 (3)
糸切断装置 (6)
国際特許分類[D01H9/02]に分類される特許
1 - 9 / 9
玉揚げ装置
【課題】効率のよい玉揚げ動作を行う。
【解決手段】自動ワインダや精紡機などの繊維機械は、複数列設された巻取ユニットと、複数の巻取ユニットの列設方向に沿って走行自在な玉揚げ装置とを有している。巻取ユニットは、複数の給糸ボビンから解舒された紡績糸を糸継ぎしながら巻取管7に巻き取り、所定の糸量を有する満管のパッケージを形成するものである。例えば、自動ワインダの玉揚げ装置は、クレードル12を開閉操作及び昇降操作するクレードルオープナー32と、給糸ボビン5側の糸端を捕捉して巻取管7に案内する糸拾い部60とを有している。クレードルオープナー32は、流体圧シリンダ38により昇降駆動され、駆動モータ52により開閉駆動される。糸拾い部60は、駆動源62により駆動される。
(もっと読む)
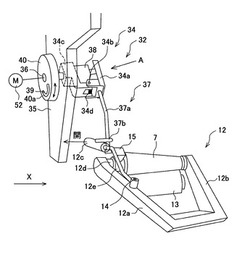
精紡機に設けられたパッケージ交換装置

【課題】パッケージ交換の間の精紡機の休止時間を減少させることができ、これによって、精紡機の生産性を高めることができるようにする。
【解決手段】グリッパユニット15が、空の糸巻管7を収容するための第1のグリッパ13aと、満管の糸パッケージ17を収容するための第2のグリッパ13bとを有しているようにした。
(もっと読む)
紡績設備
【課題】コップ交換過程に対する可能な待ち時間を短縮しかつ搬送装置の不要な走行運動を回避すること。
【解決手段】少なくとも2つのリング紡績機と、リング紡績機1により製造されたコップが大きいサイズのボビンに巻返される少なくとも1つの巻取り機2と、各リング紡績機における自動的なコップ交換装置5と、すべてのリング紡績機と巻取り機とに亙って案内された、満管のコップのための、自動的な搬送装置3とを有し、該搬送装置の上に前記コップ交換装置が満管のコップを載置する形式の紡績設備において、すべてのリング紡績機の作業過程をそれらに共通の1つの制御装置6によって同期的に制御し、すべてのリング紡績機がそのコップを同時に製作し、すべてのリング紡績機におけるコップ交換の過程が同時に行なうことができ、搬送装置がすべてのリング紡績機において同期的なコップ交換の実施後にコップの搬出が行なわれること。
(もっと読む)
紡機におけるボビン供給方法及びボビン供給装置
【課題】ペッグトレイの連続した移動量を空ボビンの倒れが発生するボビンホルダ内の空ボビン列の後方の空間の限界広さに相当するボビン本数以上に増大させても、ボビンホルダ内における空ボビンの倒れを防止する。
【解決手段】第1及び第2の移送装置は、移送レールを往復移動させてペッグトレイを4ピッチずつ移送する。両移送装置は第1及び第2の接続部で接続され、第2の接続部の途中には空ボビンを1列で収容し、後部上方からシュータ28を介して空ボビンEが送り込まれるボビンホルダ29が設けられている。ボビンホルダ29に1列で収容された空ボビンは、列の先頭の空ボビンEの下方を移動するペッグトレイ12のペッグ12bに挿入されてボビンホルダ29内から取り出される。ボビンホルダ29内の空ボビン列の後方に存在する空間Sが、シュータ28から送り込まれる空ボビンEの倒れが発生する限界広さに達する前に、空ボビンEをボビンホルダ29に送り込む。
(もっと読む)
玉揚装置およびそれを備えた繊維機械
【課題】巻取管ストッカーに貯留されている巻取管をチャッカーで把持する際、その把持位置を一定にすることができる玉揚装置およびそれを備えた繊維機械を提供する。
【解決手段】チャッカーによる巻取管9の把持の際、把持される巻取管9以外の巻取管9を退避させるセパレータ69に支持されていて、かつ、セパレータ69の巻取管退避動作に従動して巻取管9の一方側端部に当接することにより、把持される巻取管9の他方側端部を巻取管ストッカー65の位置決め部材65aに押し付ける押付部材60cを備えた、巻取管位置規制手段60を含む玉揚装置6とした。
(もっと読む)
繊維機械
【課題】従来の繊維機械は、ストッカーに貯留されている、糸を巻取るための巻取管の数量を検知してはいなかった。そこで、ストッカーに貯留されている巻取管の数量を検知することができ、玉揚作業の効率及び巻取パッケージの生産効率の高い繊維機械を提供すること。
【解決手段】並設された、糸を巻取るための巻取ユニットに設置された、ストッカーに貯留されている巻取管の数量を検知する検知手段を有する繊維機械を提供すること。
(もっと読む)
巻取チューブのラベル貼付装置および自動ワインダー
【課題】 複数の巻取ユニットとそれらの巻取ユニット間を往復移動する玉揚げ装置を備える自動ワインダーにおいて、巻取パッケージの品質表示を行うと共に、一旦貼付したら容易には剥れないラベルの貼付が可能な巻取チューブのラベル貼付装置および該ラベル貼付装置を有する自動ワインダーを提供することである。
【解決手段】 搬送コンベア2に沿って搬送される巻取チューブTを所定位置に停止する停止手段4と、ラベルを供給すると共に所定の情報を記録するラベル供給手段5と、所定の情報が記録されたラベルLAを受け取って前記巻取チューブの内側に貼付する貼付手段39とを備えるラベル貼付装置3とし、巻取ユニットに巻取チューブを装着する前に、所定の情報が記録されたラベルを巻取チューブの内側に貼付する構成とした。
(もっと読む)
ボビンを保持するための装置
【課題】たとえば精紡機のクリール内で、ピン1にボビンを保持するための装置であって、ピン1が、回動可能に支持ボルト2と結合されており、ピン1が、支持ボルト2との結合部の周りに滑り面3を備えている形式のものを改良して、一方では所望の制動作用が達成され、他方では摩擦および摩耗が低減されるようなものを提供する。
【解決手段】滑りウェイト10が、自重によって滑り面3に載設している。
(もっと読む)
巻取機の自動切替装置
【目的】 走行型の玉揚げロボットを廃止し、大掛りな改修工事や多大な改修工事費用を必要とすることなく導入可能な巻取機の自動切替装置を提供する。
【構成】 巻取機械の複数のワークステーションが機台長手方向に連設され、各ワークステーションの巻取部に糸吸引装置21、糸はね上げ板22、糸切断装置24、糸寄せアーム61および糸掛けアーム63等からなる糸条処理装置、クレール13およびクレードル反転用モータ31からなるクレードル反転装置、空紙管アーム51等からなる空紙管装着装置並びにパッケージ受け部83が設けられ、巻取機械の少なくとも1つの巻取部のパッケージPが切替状態に達すると巻取部の糸条処理装置、クレードル反転装置、空紙管装着装置およびパッケージ受け部を作動させる制御手段が巻取機械に設けられている。
(もっと読む)
1 - 9 / 9
[ Back to top ]