
国際特許分類[D03D49/20]の内容
繊維;紙 (81,477) | 織成 (5,920) | 織物;織成方法;織機 (5,587) | 特定の織機に特有でない細部または構造上の特徴 (135) | たて糸または織布における張力制御 (88) | 巻き取り機構;クロスローラ (20)
国際特許分類[D03D49/20]に分類される特許
1 - 10 / 20
織機の織布巻取、巻戻し方法と装置
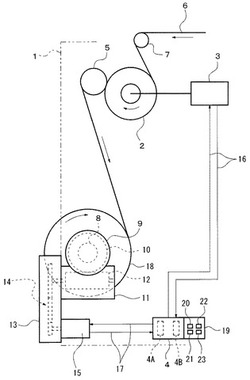
【課題】織布の切卸し作業あるいは機替え後の織布巻き付け作業を容易化する。
【解決手段】製織運転停止時、作業者は織布巻取モータ15を正逆転し、巻取ローラ8を単独で容易にかつ自由に回転させることができる。織布6の切卸しの場合、製織運転停止後、織布巻取モータ逆転スイッチ21をON操作する。織布巻取モータ逆転スイッチ21の操作のみで、巻取ローラ8を逆転し、巻戻しを行うことができ、作業者は特別な負担なく、織布6を容易に緩めることができる。切卸し完了後の新しい巻取ローラ8に切断後の織布端部を巻き付ける必要があるが、作業者は、切卸し時に緩めた織布6の織布端部を巻取ローラ8に巻き付け、織布巻取モータ正転スイッチ20を操作して織布巻取モータ15を駆動する。この操作により、織布6の緩み分が巻取ローラ8に巻き付けられ、織布6に一定の張力が付与されるため、製織運転開始の準備を簡単に行うことができる。
(もっと読む)
織機における経糸送り方法および装置

【課題】織機が停止した状態で行われる経糸を連続的に送る経糸送り操作時において、経糸の張力を所望の状態に維持する制御が安定して行われるようにする。
【解決手段】
送出装置5及び巻取装置8が織機の主駆動モータとは独立した送出モータ5c及び巻取モータ8cを駆動源とする織機において、前記主駆動モータを停止した状態で前記送出モータ5c及び前記巻取モータ8cを駆動して経糸送り操作を行うと共に、前記経糸送り操作中に経糸の張力を検出し、その検出に基づく経糸張力値を予め設定された経糸張力の基準値と比較し、前記経糸張力値が前記基準値から外れた場合、前記送出モータ5c及び前記巻取モータ8cを制御対象として予め設定された制御態様に従い、経糸の張力を前記基準値へ戻すための張力制御を実行する。
(もっと読む)
織機の織布巻取り制御装置
【課題】織布張力の検出精度を高め、正確な織布巻取り制御を行なう。
【解決手段】ウォームホイール11、ウォーム13及び減速ギヤ群17によって減速機構21が構成される。ホイールボックス12、ウォームボックス15及び減速ギヤボックス16は一体化され、減速機構21を収容する減速機構ボックス22を形成する。減速機構ボックス22は巻取りローラ軸6と一体化され、反巻取りトルクを受ける。ウォームボックス15とサイドフレーム7との間には、ロードセル23が設けられ、減速機構ボックス22の回転を阻止している。減速機構ボックス22が受ける力はロードセル23によって検出され、制御装置27に出力される。制御装置27は減速機構ボックス22が受ける力から反巻取りトルクを求め、反巻取りトルクに基づき織布巻取り張力を算出し、織布巻取り張力に基づいて専用モータ20の回転制御を行なう。
(もっと読む)
織布の製造方法、織機及び織布
【課題】織布内で緯糸密度が織物の幅方向に徐々に変化した、立体形状、もしくは湾曲した経糸を持つ平面形状あるいはその両者の複合構造の織物を均整に製織する製造方法と織機と新規な織布の提供。
【解決手段】少なくとも一部の経糸につき、1ピック当たりの経糸の送り出し長を各経糸ごとに変え、製織後の織布20の各該経糸が位置する部分の1ピック当たりの引き取り長を1ピック当たりの該各経糸の送り出し長と略等しくし、周径が回転軸方向に変化する経糸巻き芯14に巻き取られた互いに平行でシート状に配列する経糸の群からなる整経ビームを用い、前記経糸巻き芯を回転させて経糸を送り出すことを特徴とする製織方法である。織機には、周径が回転軸方向に変化する経糸巻き芯を備える。特に、織布内で緯糸密度が織物の幅方向に徐々に変化するため、布面に凹凸の立体形状、もしくはその立体形状が平面に展開可能な形状にすることができ、新規な織物となる。
(もっと読む)
織機及び織機の駆動装置。
【課題】綜絖や筬の駆動周期が変動しても適切に張力を制御できる織機を提供する。
【解決手段】織機1は、ワープビーム3から経糸Vを送出させる方向へワープビーム3を回転させる送出モータ27と、ワープビーム3から送出された経糸Vを開閉口させる綜絖10と、緯入れ装置11により経糸Vの開口に入れられた緯糸Hを筬打ちする筬13と、筬13により筬打ちされ、経糸V及び緯糸Hにより形成された織布Wを引き込むサーフェスローラ17を織布Wを引き込む方向へ回転させるサーフェスモータ61と、経糸Vの張力を検出する位置検出器35と、位置検出器35の検出した張力をフィルタリングする適応フィルタ部83を有し、当該適応フィルタ部83によりフィルタリングされた張力に基づいて、経糸Vの張力が所定の目標張力になるように、送出モータ27及びサーフェスモータ61を制御する制御装置25とを有する。
(もっと読む)
織機の織り段防止方法及び装置
【課題】織機の通常運転に先立ち、織前位置の補正動作や経糸張力の調整動作を行う織機において、実際の織前位置や経糸張力の値を正確に調整することにより、織段を確実に防止すること。
【解決手段】織前位置補正動作の動作時間、経糸張力調整動作の動作時間、織前位置補正動作の開始時期と経糸張力調整動作の開始時期とに時間差を持たせた場合のその時間差の少なくともいずれか1つに関し、a)織前位置補正動作の動作時間を、起動準備用の設定張力値と起動準備動作直前に検出された経糸張力値との偏差に基づいて制御する、b)経糸張力調整動作の動作時間を、起動準備用の設定張力値と起動準備動作直前に検出された経糸張力値との偏差又は織前位置補正動作の設定補正量に基づいて制御する、及びc)前記時間差を、起動準備用の設定張力値と起動準備動作直前に検出された経糸張力値との偏差に基づいて制御すること。
(もっと読む)
製織方法及び製織装置
【課題】仕上がりの良好な織物を得ることのできる製織方法及び製織装置を提供する
【解決手段】緯糸F0に筬40を接触させて直線状にし、この状態を維持したままで織物Wを巻き取る。これにより、緯糸F0の直線状を維持したまま緯糸F0を前進させることができる。また、この直線状の緯糸F0を織物保持装置9で上下から挟んで保持することにより、その後に筬40を後退させても、緯糸F0の直線状が崩れることはない。従って、織物Wの緯糸F間に隙間が生じたり、緯糸Fが円弧状となったりする事態を回避することができる。
(もっと読む)
布ドローオフ装置
【課題】織機において織物の滑りを軽減または発生しないようにする布ドローオフ装置を提供すること。
【解決手段】織機において織物8を巻き取るための布ドローオフ装置10であって、織物がそのまわりで導かれる2つの被駆動ドローイン・ローラ3、5、および任意選択で、あるいは場合によって、織物を2つのドローイン・ローラに押し付けるためのそれぞれの加圧ローラ4、6を含む布ドローオフ装置10が提供される。
(もっと読む)
リワインダ
【課題】本発明は引布機構を取除いた環状織布のリワインダ。
【解決手段】織布(2)に対してリワインダ(1)は非切断の形態で第一収納の巻径により、平布架(11)を利用して引張った後、収納引布桿組(12)で引張って折り畳んで巻取る。切断・非切断の二つの形態の変換では平布架(11)を取除いてもよい。さらに曲型架(13)と切断ユニット(40)を設けて、第二収納の巻径によって切断する。そして平面織布を引張って引布桿(23)で平な状態にする。駆動機構(30)を介して巻取桿(22)を連動させ、環状の織布或いは平面織布を引布桿(23)に巻き取って平にし、ついで巻取桿(21)に巻取る。リワインダ(1)の変換は簡単で、不必要な引布機構をはぶいて織布を平に広げて巻取桿(22)に収納できるので、作業空間を広くとれて生産機能の阻害を回避できる。
(もっと読む)
織機におけるプレスローラ接離装置
【課題】簡単な構成と操作により複数のプレスローラを同時に又は個別に離間できるようにした織機におけるプレスローラ接離装置の提供にある。
【解決手段】織布Wを巻き取るサーフェスローラ3と、該サーフェスローラ3に接離可能に設けられた2本のプレスローラ4、12と、該プレスローラ4、12端部を支持する左右一対の支持レバー5、13を備えた織機におけるプレスローラ接離装置において、左右一対の支持レバー5、13に被駆動部材としての出っ張り部5a及びアーム部13aを設け、該被駆動部材にそれぞれ当接して回転する駆動部材としてのカム16をフレーム1、2に回転可能に設ける。
(もっと読む)
1 - 10 / 20
[ Back to top ]