
国際特許分類[D04H3/16]の内容
繊維;紙 (81,477) | 組みひも;レース編み;メリヤス編成;縁とり;不織布 (9,032) | 布帛 (5,868) | 全部または大部分が糸または類似の実質的に長いフィラメント状材料で構成された不織布 (1,642) | 強化または結合方法に特徴のあるもの (1,047) | 溶着によりつくられた熱可塑性の糸またはフィラメント相互間の結合をもつもの (928) | フィラメント形成と関連してつくられた熱可塑性フィラメント相互間の結合をもつもの,例.押出し成形に引き続いて (704)
国際特許分類[D04H3/16]に分類される特許
71 - 80 / 704
溶融紡糸方法及び溶融紡糸装置
【課題】細く、均一な繊維を切れることなく、容易かつ安定した状態で得ることができる溶融紡糸方法及び溶融紡糸装置を提供する。
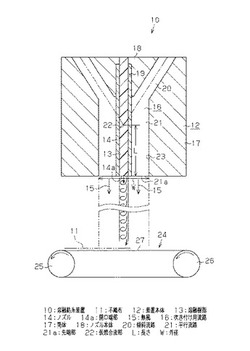
【解決手段】溶融紡糸装置10は、装置本体12内に溶融樹脂を押し出すためのノズル14と、該ノズル14の周囲に配置されて熱風を吹き付けるための吹き付け用流路16を有する筒体17とを備えている。ノズル14の開口端部14aは、ノズル14の周囲に斜め前方に向けて吹き付けられる熱風15の仮想合流部22より下流側に位置するように設定されている。そして、溶融樹脂13をノズル14から吐出し、その周囲に斜め前方に向けて旋回する熱風15を吹き付けて溶融樹脂13を螺旋状の繊維にし、該繊維をベルトコンベヤ装置24のベルト27上に吹き付けて不織布11のシートが製造される。
(もっと読む)
溶融紡糸方法及び溶融紡糸装置

【課題】細く、強い繊維状の溶融樹脂を切れることなく、容易かつ安定した状態で得ることができる溶融紡糸方法及び溶融紡糸装置を提供する。
【解決手段】溶融紡糸装置10は、装置本体12内に溶融樹脂13を押し出すノズル14と、該ノズル14の外周部に設けられ一次熱風15をノズル14から押し出された溶融樹脂13の繊維に吹き付けるための一次熱風流路16と、該一次熱風流路16より外周部に設けられ一次熱風15の温度を保持する二次熱風17を吹き出すための二次熱風流路18とを備えている。二次熱風流路18は二次熱風17の吹き出し角度αがノズル14から吹き出される溶融樹脂13の方向に対して0〜50°になるように設定されている。そして、二次熱風17が外気を遮蔽するエアカーテンを形成するように構成されている。
(もっと読む)
液体フィルター用濾過材及びカートリッジフィルター
【課題】耐熱性を有する不織布を使用し、高捕集性でありながら長寿命になりうる濾過材を提供する。
【解決手段】濾過層を含む液体フィルター用濾過材であって、該濾過層が、ポリフェニレンスルフィド長繊維からなるスパンボンド不織布であり、該ポリフェニレンスルフィド長繊維の平均繊維径が、1〜10μmであり、該濾過層が、目付50〜300g/m2、及び空孔率40〜70%を有する、液体フィルター用濾過材。
(もっと読む)
微量金属捕集用液体濾過フィルタ
【課題】 半導体用シリコンウエハーの研磨液、アルカリ洗浄液、洗浄用超純水、工業用無機薬品、有機溶媒、工業排液などに含まれる金属化合物、金属イオンを高精度に除去し、かつ自ら不純物の金属溶出を低減した液体濾過用フィルタを提供する。
【解決手段】 下記式[1]で示されるエチレン単位とノルボルネン単位を含むエチレン・ノルボルネン共重合体を素材とするメルトブロー不織布基材からなる液体濾過フィルタであって、該エチレン・ノルボルネン共重合体は、ガラス転移温度(Tg)が80〜180℃であり、メルトボリュームレート(MVR)(試験法ISO 1133準拠、測定条件:260℃、2.16kg)が30cm3/10分以上であり、且つ該メルトブロー不織布基材は、平均繊維径が1〜30μmの繊維で構成されることを特徴とする液体濾過フィルタなど。
【化1】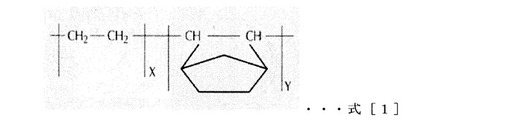 (もっと読む)
(もっと読む)
ポリマーアロイ長繊維不織布およびポリマーアロイ長繊維不織布の製造方法ならびにそれを用いた衛生用品
【課題】本発明は、ポリ乳酸系樹脂とポリオレフィン系樹脂とが均一かつ微細に分散ブレンドされた海島構造をしており、耐加水分解性に優れるとともに、温室効果ガス排出量が小さい長繊維不織布およびそれを用いた衛生用品を提供することを課題とする。
【解決手段】ポリ乳酸系樹脂(A)、ポリオレフィン系樹脂(B)、および相溶化剤(C)とを配合してなるポリマーアロイからなる長繊維不織布であって、相溶化剤(C)が酸無水物基、カルボキシル基、アミノ基、イミノ基、アルコキシシリル基、シラノール基、シリルエーテル基、ヒドロキシル基およびエポキシ基から選択される少なくとも1種の官能基を含有するアクリル系またはスチレン系のエラストマーであって、ポリ乳酸系樹脂(A)とポリオレフィン系樹脂(B)の合計量を100重量部として、ポリ乳酸系樹脂(A)1〜30重量部、ポリオレフィン系樹脂(B)99〜70重量部、相溶化剤(C)3〜13重量部であり、該ポリ乳酸系樹脂(A)が島成分を形成し、ポリオレフィン系樹脂(B)が海成分を形成した海島構造であることを特徴とするポリマーアロイ長繊維不織布。
(もっと読む)
長繊維不織布および人工皮革基体の製造方法
【課題】一般的条件のニードルパンチにより、目付が幅方向に均一な長繊維不織布を製造する方法。
【解決手段】(1)紡出した極細繊維発生型長繊維をエアジェットで牽引細化して、縦方向に移動する捕集面上へ捕集して長繊維ウェブを形成する工程、(2)該長繊維ウェブを加熱加圧処理して極細繊維発生型長繊維を融着し、(a)200m/minの速度で縦方向に変形させたときの融着ウェブの降伏強力が0.5〜3.0kg、かつ伸度100%の強力が0.5kg未満、および(b)200m/minの速度で横方向に変形させたときの融着ウェブの降伏強力が0.2〜0.6kg、かつ伸度100%の強力が0.7kg未満である融着ウェブを形成する工程、(3)該融着ウェブを少なくとも2層の積重ウェブを形成する工程、および(4)該積重ウェブをニードルパンチ処理して極細繊維発生型長繊維を絡合させ、長繊維不織布を得る工程を含む長繊維不織布の製造方法。
(もっと読む)
長繊維不織布および人工皮革基体の製造方法
【課題】特別なニードルパンチ条件、強いニードルパンチ条件を用いなくても、従来広く採用されている一般的な条件のニードルパンチにより長繊維が厚さ方向に充分に絡合し、トラバーススジのない高品位の長繊維不織布を製造する方法を提供する。
【解決手段】下記の連続工程(1)〜(4):
(1)紡出した極細繊維発生型長繊維をエアジェットで牽引細化して、縦方向に移動する捕集面上へ捕集して長繊維ウェブを形成する工程、
(2)該長繊維ウェブを加熱加圧処理して極細繊維発生型長繊維を融着し、下記条件(a)と(b):
(a)200mm/minの速度で縦方向に変形させたときの融着ウェブの降伏強力が0.5〜5.0kg(4.9〜49N)であり、かつ、伸度100%の強力が0.5kg(4.9N)以上である、および
(b)200mm/minの速度で横方向に変形させたときの融着ウェブの降伏強力が0.5〜2.0kg(4.9〜19.6N)であり、かつ、伸度100%の強力が0.7kg(6.9N)以上である
を満足する融着ウェブを形成する工程、
(3)該融着ウェブを少なくとも2層に積重して積重ウェブを形成する工程、および
(4)該積重ウェブをニードルパンチ処理して極細繊維発生型長繊維を絡合させ、長繊維不織布を得る工程を含む長繊維不織布の製造方法
(もっと読む)
繊維性構造体及びその製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
不織ウェブを作製するための方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
フィルタおよびフィルタ製造方法
【課題】製造コストを十分に低減する。
【解決手段】複数の通気孔が形成された中空構造の芯材2の周囲に濾材が配設されて濾過部が形成されると共に、芯材2の内側に供給された気体が濾過部を通過させられる際に濾材によって濾過対象物を濾過するフィルタ1A,1Bであって、上記の濾過部としての第1濾過部3および第2濾過部4を備え、第1濾過部3が、繊維状の第1濾材形成物をシート状に加工した上記の濾材としての第1濾過シートと、繊維状の第2濾材形成物をシート状に加工した上記の濾材としての第2濾過シートとの積層体を芯材2の周囲に巻回して形成され、第2濾過部4が、第1濾過シートを巻回することなく第2濾過シートを芯材2の周囲における第1濾過部3よりも外周側に巻回して形成されている。
(もっと読む)
71 - 80 / 704
[ Back to top ]