
国際特許分類[D07B3/00]の内容
繊維;紙 (81,477) | ロープ;電気的なもの以外のケーブル (1,032) | ロープまたはケーブル一般 (1,032) | 同質または異質の材料のコンポーネントストランドからロープまたはケーブルをねん成するための汎用の機械または装置 (50)
国際特許分類[D07B3/00]の下位に属する分類
供給リールがロープまたはケーブルの軸のまわりに回転するもの (18)
巻き取り枠がロープまたはケーブルの軸のまわりに回転し,供給巻き枠が定位置に固定されたもの (18)
フィラメントの回転している環によって作業するもの (4)
手動によるもの
国際特許分類[D07B3/00]に分類される特許
1 - 10 / 10
線材撚り合わせ装置
【課題】 複数の線材w1を案内させるための初期作業が簡便に行え、また撚り合わせピッチを簡便に変更すること。
【解決手段】 長さ途中に開放部46aを形成された少なくとも2つの金属管46には、金属管46を摺動する摺動体51が設けられる。引出ロッド49は、摺動体51に枢結され開放部46aを覆うように位置されるロッド50と、金属管46に枢結された支柱2とからなり、ロッド50と支柱2とは互いに枢結されている。ロッド50の内面にはロッド50が開放部46aを覆った閉鎖状態のときに金属管46の内周面に添うように位置される環状部53とを備えられる。
(もっと読む)
タイミングベルトの心線の撚り回数決定方法

【課題】加熱によるタイミングベルトの収縮の抑制し、かつタイミングベルトの性能維持を可能にする心線の撚り回数の決定方法を実現する。
【解決手段】心線のストランドの上撚り回数のみが異なる、実施例1、2および比較例1〜3のタイミングベルトを100℃の環境下でプーリ間に掛け回し、一定の張力を加えた。この状態で所定の基準時間までタイミングベルトを静置し、試験中および試験後の各タイミングベルトの全長を測定し、収縮量を算出した。ストランドの上撚り回数が2.0回/inchである比較例1、2の心線を基準としたときに、上撚り回数を1.5回/inchまで少なくした実施例1および2においては、加熱されたタイミングベルトの収縮量を抑制でき、かつ耐屈曲疲労性を良好に維持することができる。
(もっと読む)
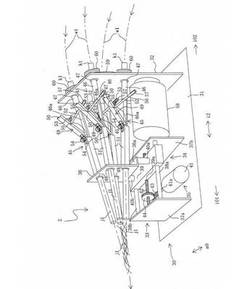
SZ巻回機械
導管コード/電力導管コードのためのSZ撚り機械(1)が記載されている。入口端部を基点として、機械は、細長い要素の供給部(11)それぞれからほぼ直線的に進む第1組の細長い要素(10a〜10c)を受けかつ集める第1ダイと、細長い要素の供給部(16)それぞれからほぼ直線的に進む第2組の細長い要素(10d〜10f)を受けかつ集める第2ダイであって、この第2組が第1組と互いに合わせて組まれた束(18)になる、第2ダイと、組まれた束(18)を径方向で所定位置に維持する少なくとも1つの支持手段(5)と、オシレートSZ法で後方及び前方に捻転により束(18)を捩れ回転させることが可能な回転デバイス(6)と、回転デバイス(6)のすぐ近傍にあるテープまたはバンド巻回装置(7)であって細長い要素(10a〜10f)からなるSZ撚りされた束(18)の周囲にバンドまたはテープを付与する巻回装置と、を有する。 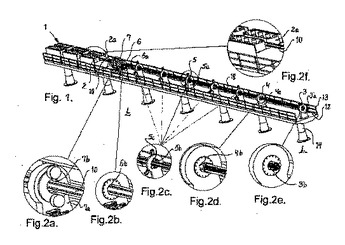 (もっと読む)
(もっと読む)
コード製造装置及びコード製造方法
【課題】長手方向に沿って癖付けされるコードの癖付け形状の縦横比や寸法を変更できるようにし、楕円形状をなす螺旋状コード等を製造する。
【解決手段】コードCを癖付け装置20の互いに対向する固定及び可動癖付け体21、22の貫通孔21H、22Hを順に通過させる。その際、移動装置により可動癖付け体22を固定癖付け体21に沿って移動させて、互いの貫通孔21H、22H同士を偏芯させ、偏芯した貫通孔21H、22H間で通過するコードCを屈曲変形させて癖付けする。また、移動装置に、可動癖付け体22をX方向とY方向に変位させる第1と第2の変位機構を設け、これにより可動癖付け体22を両方向に同期して各々設定された変位量を往復変位させ、両方向の変位に連動して可動癖付け体22を連続して移動させて、通過するコードCに癖付けを施す。
(もっと読む)
スチールコードの製造方法
【課題】長手方向にくせが異なるワイヤ(素線)を複数本撚り合わせた、長手方向で性質の異なるスチールコードの製造方法を提供する。
【解決手段】素線1を一定の張力下で引き出しながら、素線1の1部分に装置20によりくせ付けを行い、一定の長さ引き出した後、引き出しを停止し、この素線を均等な位置に配置した3ヵ所のチャッキング装置40、41で把持し、チャッキング装置41を回転させて撚り線加工と残留応力の除去を行い、ついで全チャッキング装置を開放し、引き取り装置を兼ねた送り出し装置50、70によりこれを送り出す加工を繰り返し行う。
(もっと読む)
タイヤ補強材としてのゴムシートの製造方法および同製造方法により製造されたゴムシートを用いたタイヤ
【課題】内部に埋め込まれているコードに切断箇所のないタイヤ補強用ゴムシートを一連の連続工程により製造する。
【解決手段】ねじり加工工程100と、このねじり加工工程で撚り合わされたコードを一平面上で所定の幅でジグザグ状あるいはコ字状に折り曲げて平面状のコード体を形成する型付け工程200と、このコード体を上下のシート状ゴム体で挟み込んでゴムシートを構成するゴムシート製造工程300とを連続配置することにより、コードに切断箇所のないタイヤ補強用ゴムシートを一連の連続工程により製造する。
(もっと読む)
海藻増養殖のための幹綱への種糸の自動撚り装置
【課題】海藻増養殖のための養成幹綱と種糸の撚りおよび解きを自動で行う装置を提供する。
【解決手段】養成幹綱の巻出しと同時にその外周に螺旋状に種糸を撚ることができるウインチを配置することで自動的に養成幹綱と種糸の展張ができると共に、その逆操作で養成幹綱の巻込みと同時に種糸を解くことができることで効率化並びに就労漁民に対する過重労働からの緩和を図った。
(もっと読む)
撚り線機および撚り線の被覆方法
【課題】 ゴム被覆が十分に施された撚り線を形成することが可能な撚り線機を提供することにある。
【解決手段】 撚り線機22において、ボビン14A〜Cから引き出された複数本の線材18A〜Cは、ボビン14A〜Cと線材引出方向(X方向)に離間した位置に配置された回転体30の回転によってその線材引出方向(X方向)を回転軸とした回転力が加えられて撚り線となる。従って、複数本の線材18A〜Cの撚り点26よりもボビン14A〜Cでは、複数本の線材18A〜Cは回転しない。これにより、ゴム被覆部28において複数本の線材18A〜Cに未加硫ゴム88を被覆する際に、複数本の線材18A〜Cが未加硫ゴム中を横切る動きをしないので、複数本の線材18A〜Cの間に十分に未加硫ゴム88が充填され、また、各線材18A〜Cの表面にも未加硫ゴム88が十分に付着される。
(もっと読む)
ゴム物品補強用スチールコードの製造方法
【課題】無撚りコア素線からなるコアとシースとにより構成されるゴム物品補強用スチールコードを製造するにあたり、コア素線の傾きを所定に調整可能とすることで、ゴム物品におけるコード周辺でのセパレーションの発生による耐久性の低下を招くことなしに、当該ゴム物品の引張剛性を高めることができるゴム物品補強用スチールコードの製造方法を提供する。
【解決手段】2本の無撚りのコア素線を長手方向に並列して配置してなるコアと、3本〜6本のシース素線をコアの周りに撚り合わせてなる1層のシースとによって構成され、コード軸に直交する断面でのコード輪郭形状が偏平であるゴム物品補強用スチールコードの製造方法である。コアとシースとを撚り合わせる際の撚り合わせ部におけるコア素線1本当たりのテンションTcを、シース素線1本当たりのテンションTsの1.2倍以上3.0倍以下とする。
(もっと読む)
環状同芯撚りビードコードの製造方法及び製造装置
【課題】 巻き付け動作が速く、しかも巻き付け性が良好で、側線ワイヤ2の配列状態に乱れのない成形性が良好な環状同芯撚りビードコードを製造する。
【解決手段】 リール21を所定位置で環状コア1のコア面を横断往復させ、環状コア1を、側線ワイヤ2の巻き付け点となるクランプユニット13を支点にして、振り子運動させることにより、リール21から側線ワイヤ2の巻き付け点までの距離をほぼ一定に保ち、巻き付けの際に、リール21から引き出される側線ワイヤ2が緩んだりせず、一定の張力で側線ワイヤ2が環状コア1に巻き付けられるようにした。又、リールを環状コアに対してボックス式に移動させて、環状コアに側線ワイヤを巻き付ける方式においては、リールを環状コアに接近移動の時に、リールを逆回転させることにより、側線ワイヤの緩みを防止するようにした。
(もっと読む)
1 - 10 / 10
[ Back to top ]