
国際特許分類[D21F7/06]の内容
繊維;紙 (81,477) | 製紙;セルロースの製造 (11,593) | 抄紙機;それによる紙の製造方法 (1,091) | 連続紙抄紙機のその他の細部 (360) | 紙層の厚さの表示または調整;信号装置 (8)
国際特許分類[D21F7/06]に分類される特許
1 - 8 / 8
オフセット輪転印刷機用新聞巻取紙とその製造方法
【課題】オフセット輪転印刷におけるシワの発生が少なく、印刷作業性に優れたオフセット輪転印刷用新聞巻取紙を提供すること。
【解決手段】巻取紙表面を連打するハンマーが巻取紙表面に当たって停止するまでの減速度(g)を加速度センサーにて測定し、そのハンマーを巻取紙の幅方向に連打させつつ移動させて、巻取紙の幅方向における減速度の変化を巻硬さの変化として測定する方法にて測定された、ワインダーを用いてロール状に巻取られたオフセット輪転印刷機用巻取紙の表面における幅方向の巻硬さプロファイルの標準偏差(σ)が8g以下であり、且つ巻硬さの最大値から最小値を引いた値が40g以下であるオフセット輪転印刷用新聞巻取紙。
(もっと読む)
抄紙機用フォーマ及びフォーマ装置並びにフォーマの掻取型ブレード制御方法。
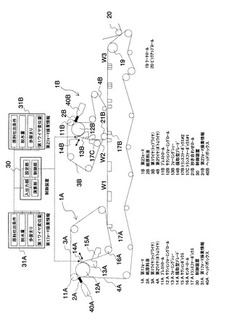
【課題】掻取型ブレードを適切に調整することができるようにした抄紙機用フォーマ及び抄紙機用フォーマ装置並びに抄紙機用フォーマの掻取型ブレード制御方法を提供する。
【解決手段】ループ状に形成されて紙原料液を挟んで湿紙として搬送する第1ワイヤ3A及び第2ワイヤ4Aと、両ワイヤ3A,4Aにより形成されるギャップに紙原料液2Aを噴射するヘッドボックス40Aと、第2ワイヤ4Aと接するサクションフォーミングロール12Aと、その下流に、第2ワイヤ4Aに摺接するフォーミングシュー13Aと、サクションフォーミングロール12Aとフォーミングシュー13Aとの間に配設され、第1ワイヤ3Aに摺接し、第1ワイヤ3Aに対して進退する方向あるいは第1ワイヤ3Aの走行方向と略平行に変位制御可能な掻取型ブレード14Aを備え、湿紙の厚さに基づいて掻取型ブレードの位置を制御する。
(もっと読む)
プロファイル制御方法及びその装置

【課題】シートの幅方向に対するプロファイル制御に関する処理負荷を抑え、また外乱に影響されずに良好なシートの巻き姿を得る。
【解決手段】複数の操作端によってシートの幅方向におけるプロファイルを制御する方法であって、前記プロファイルの局所的なピークを結んだ包絡線プロファイルを算出し、前記プロファイル及び包絡線プロファイルの2σを最適化することを制御目標として、各操作端の操作量を算出することを特徴とする。
(もっと読む)
CDコントローラアライメントの閉ループ同定用逆バンプ試験
システムを閉ループ制御状態に保ちつつ、シート製造システムのアライメントを同定するための逆バンプ試験は、(a)制御系を閉ループのままにするステップと、(b)スキャナからの測定(または設定点)プロファイルの上にステップ信号を人工的に挿入するステップと、(c)制御系がアクチュエータを動かしたらデータを記録して、知覚された擾乱(または設定点変更)を除去するステップと、(d)アクチュエータプロファイルに対する人工測定擾乱(または設定点変更)からのモデルを詳細化または展開させるステップと、を含む。この手法を用いると、従来から行われてきたようなアクチュエータ設定点を介してバンプを挿入するのではなく、スキャナ測定に対するプローブ/摂動信号が得られる(これは、設定点ターゲットに対するプローブ/摂動信号を得ることと等価である)。 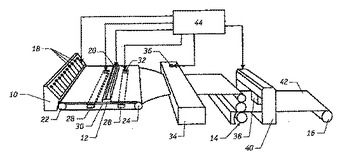 (もっと読む)
(もっと読む)
アクチュエータと計測点対応付け装置、その方法、およびプログラム
【課題】外乱の影響を受けることなく、アクチュエータの操作点とシートの幅方向の計測点との位置対応を高精度に検出することが可能なアクチュエータと計測点対応付け装置、アクチュエータと計測点対応付け方法、およびコンピュータが実行するためのプログラムを提供することを目的とする。
【解決手段】制御装置19のアクチュエータと計測点対応付け手段は、アクチュエータの操作量を時系列の所定パターンで変化させた場合のシートの厚み変化を計算モデルを使用して予め予測値として算出しておき、所定パターンで複数のアクチュエータを操作した場合に、計測手段で計測される実計測値を取得し、予測値と実計測値との時系列データの相関を算出し、当該相関値に基づいて、各アクチュエータと計測点の対応位置を検出する。
(もっと読む)
厚み計
【課題】 ピッチの付着を軽減するとともにセンサの磨耗延命をはかった厚み計を提供する。
【解決手段】 制御手段からの指令によりシートの片面もしくは両面をターゲットで挟んで厚さを測定する厚み計において、
前記制御手段にスキャン監視機能を設け、このスキャン監視機能の出力に基づいて前記ターゲットを間欠的にシートに接触させて測定する。
(もっと読む)
幅方向位置対応関係同定方法およびそれを用いたシート状製品製造装置
【課題】 銘柄毎に操作端と測定点の位置対応関係を測定して切り換えていたが手間がかかり、また操業中に位置対応関係がずれるとステップ応答を測定して再度位置対応関係を測定しなければならず、品質管理上問題があった。
【解決手段】 操作端の操作量をプロセスモデルに入力し、このプロセスモデルと測定プロファイルの偏差が最小になるようにプロセスモデルの位置対応関係、干渉幅、プロセスゲインを修正し、またこの位置対応関係を、操作量を出力する幅方向制御器に設定するようにした。操業中に逐次位置対応関係を最適値に修正できるので、位置対応関係がずれても制御性が悪化することがなくなり、かつ銘柄毎に位置対応関係を測定して切り換える手間がなくなる。
(もっと読む)
抄紙機/塗工機のプロフィル演算装置
1 - 8 / 8
[ Back to top ]