
国際特許分類[D21J5/00]の内容
繊維;紙 (81,477) | 製紙;セルロースの製造 (11,593) | 繊維板;セルロース性繊維の懸濁液またはパルプに粘土,油等を加えてどろどろにしたもの (159) | 繊維懸濁液からまたはパルプに粘土,油等を加えてどろどろにしたものから金網上にサクションにより形成されたシートをクーチモールドへ移動して中空体をつくる製造法 (4)
国際特許分類[D21J5/00]に分類される特許
1 - 4 / 4
乗物用内装材およびその製造方法
【課題】自動車、鉄道等の車両、船舶、航空機といった乗物用として使用することができ、環境性および成形性が良好で、十分な強度と耐衝撃性を兼ね備え、装飾性に優れる内装材を提供する。
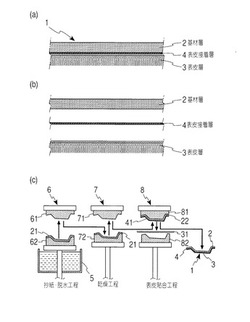
【解決手段】自動車ラゲージドア等に使用される内装材1は、硬質パルプモールド成形体よりなる基材層2と、表皮層3とを、表皮接着層4を介して貼り合わせて構成される。硬質パルプモールド成形体となる基材層2の原料パルプは、バインダ成分を含む未晒しパルプと未晒し高叩解パルプに、バインダ成分を含まない晒しパルプを配合した混合パルプであり、バインダ成分を含むパルプの配合量の合計が40重量%を超えることで、高剛性かつ耐衝撃性に優れた基材層2となる。
(もっと読む)
パルプモールド成型物の製造方法

【課題】従来のパルプモールド成型物の製造方法では得ることのできなかった外観と種々の表面性状を有する形状に成型することができるパルプモールド成型物の製造方法を提供する。
【解決手段】発明にかかるパルプモールド成型物10の製造方法は、パルプ懸濁液を準備するパルプ懸濁液準備工程と、パルプ懸濁液から網型でパルプを抄き上げる抄き上げ工程と、前記抄き上げ工程後に得られた抄き上げ物を加熱しながら前記網型下部に設けられた第1のプレス金型と前記第1のプレス金型とは反対方向に位置する第2のプレス金型とによりパルプモールド成型物を成型する加熱プレス工程とからなる。ここで、前記加熱プレス工程の加熱温度は120℃〜220℃であり、前記加熱プレス工程時のプレス時間は45秒以上であり、前記第1のプレス金型と前記第2のプレス金型とのクリアランスが0.3mm〜1.5mmである。
(もっと読む)
自動車の後座席用クッション
【課題】安価な構成としながらも騒音の発生を防止して所要の剛性と耐熱性を得ることのできる自動車の後座席用クッションを提供する。
【解決手段】複数の乗員が並んで座れるベンチ形態となったクッション本体2と、クッション本体2の下面から上方に向け凹設された嵌合凹所3に嵌め込み固定された補強材4とを備えている。補強材4は、パルプを素材して、嵌合凹所3に接触する上面から下方に向け凹んだ上面凹部9を複数個配設された形状になっている。
(もっと読む)
複層型抄造品の製造方法及び装置
【目的】粉粒体層の抄造形成と、粉粒体と繊維との混合層の抄造形成も粉粒体のロスや製品からの離脱が少ない複層型抄造品の製品方法及び装置の提供。
【構成】型を繊維を主体とする原料の懸濁液中に浸漬してその中側を減圧し、型の表面に繊維による粉粒体の遮蔽層を形成させた後、該型を粉粒体の懸濁液か、粉粒体と繊維の混合体の懸濁液中に移して中側を減圧し、前記遮蔽層の外側に粉粒体層か、粉粒体と繊維の混合体層が重合した製品を得てこれを脱型する複層型抄造品の製造方法及び、工程順に配列した複数の原料槽1,2,3と、これら原料槽1,2,3の上へ型を順次に位置付けする移動手段15と、型の位置付けに伴い前記型を懸濁液中へ所定時間浸漬して引き上げる昇降手段17と、型が懸濁液中へ浸漬されるとき型内を減圧して型の表面へ原料層を吸着させる減圧手段10とを備えさせた。
(もっと読む)
1 - 4 / 4
[ Back to top ]