
国際特許分類[F16C33/64]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | 軸;たわみ軸;たわみ被覆の中で運動を伝達するための機械的な手段;クランク軸機構の要素;ピボット;枢着;伝動装置,継ぎ手,クラッチまたはブレーキ要素以外の回転工学の要素;軸受 (45,306) | 軸受部品;軸受または軸受部品の特別な製造方法 (19,173) | 玉軸受またはころ軸受の部品 (12,862) | 軌道;軌道輪 (4,994) | 特別な製造方法 (1,164)
国際特許分類[F16C33/64]に分類される特許
1 - 10 / 1,164
軸受部品、転がり軸受およびこれらの製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
転がり軸受
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
機械部品、転がり軸受および機械部品の製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
車輪用軸受装置およびその製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
車輪支持用転がり軸受ユニット
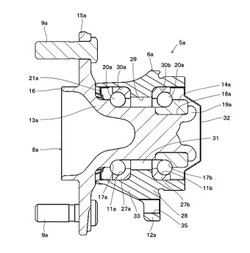
【課題】鉄系合金と軽合金とを組み合わせて構成した外輪6aを備えた構造で、軽合金により造られた本体部28の形状を工夫する事により、必要とする強度及び剛性を確保しつつ、より一層の軽量化を図れる構造を実現する。
【解決手段】本体部28の外周面に形成した静止側フランジ12aの軸方向外側面で、円周方向に関して各ねじ孔若しくは通孔と同じ複数位置に補強リブ33、33を形成する事により、外輪6aの軽量化を図ると共に。外輪6aの強度及び剛性を確保する。
(もっと読む)
転がり軸受の製造方法及び転がり軸受

【課題】転がり軸受の内輪、外輪、転動体及び保持器等の構成部品の形状を変更しなくても、軸受空間を通過する潤滑油の量を制限することが可能となる。
【解決手段】内輪2、外輪3、これらの間に介在している複数のころ4、及び、複数のころ4を周方向等間隔に保持している保持器5を備えている。内輪2と外輪3との間に形成されている軸受空間8に、寒天を含む充填材7が設けられている。充填材7を設けるために、充填材7を融点以上に加熱して流動性を有する状態とし、これを軸受空間8に注入し、内輪2と外輪3とを相対回転させながら、注入した充填材8を凝固点以下の温度に冷却することにより軸受空間8において充填材7を凝固させる。
(もっと読む)
超仕上げ加工装置、超仕上げ加工方法、及び超仕上げ加工された軌道面を有する軸受の外輪
【課題】円環部材の内周面に形成された対数クラウニング面に対し、軸方向に均一な仕上げ加工を短時間で施すことができる超仕上げ加工装置、超仕上げ加工方法、及び当該超仕上げ加工方法によって超仕上げ加工された軌道面を有する軸受の外輪を提供する。
【解決手段】超仕上げ加工装置1は、加圧部30に保持された砥石3を、対数クラウニング面の母線に接する面Bに沿って、外輪10の中心軸Oに対して一定の角度φだけ傾斜した方向Cに往復直線運動させる往復直線運動機構40を備える。
(もっと読む)
風力発電設備用転がり軸受
【課題】組織変化型剥離が生じ易い条件で使用する風力発電設備用転がり軸受の転動疲労寿命を、より一層長くする。
【解決手段】転がり軸受の材料の合金成分(C,Si,Mn,Cr,Mo)の量を最適化するとともに、組織変化が起こりやすい位置のC+N量、硬さ、残留オーステナイト量、圧縮残留応力を制御して水素による組織変化を遅延させ、さらに、黒染め処理(酸化被膜)を施すことで水素が鋼に侵入することを抑制し、有効すきまを所定の範囲で小さく管理することで滑りを抑制し、ころの数を所定の範囲で増す(高負荷容量化)とともに、ころの転動面に所定のクラウニングを施すことで接触面圧を抑制することで、組織変化型はくりの発生の機序の各々のプロセスを抑制する。
(もっと読む)
タンデム型複列アンギュラ玉軸受
【課題】荷重負荷時において大径列と小径列との荷重負荷割合が均一化され、長寿命化を図ることができるタンデム型複列アンギュラ玉軸受を提供する。
【解決手段】複列の軌道面11a、11bを有する内輪12と、内輪12の軌道面11a、11bと対応する複列の軌道面13a、13bを有する外輪14と、内輪12および外輪14の各列の軌道面11a、11b、13a、13b間に、それぞれ異なるピッチ円直径をもって介装される複列の玉群15、16とを備えたタンデム型複列アンギュラ玉軸受である。荷重無負荷時において、小径列側にのみボール27を収容したときの組幅を、大径列側にのみボール28を収容したときの組幅よりも大きく設定する。荷重負荷時において、小径列側にのみボール27を収容したときの組幅と大径列側にのみボール28を収容したときの組幅とを同一に設定する。
(もっと読む)
ころ軸受およびその製造方法
【課題】起動トルクが低いころ軸受を提供する。
【解決手段】この円すいころ軸受10は、内輪1に形成されたつば部5を備え、つば部5は、ころ3の端面と摺接するつば面5aに、ショット面のカバー率が90%以上となるようにショットブラスト加工が施されるとともに、ショット面は、粗さRaが0.05〜0.3μmRaであり、さらに、摺動方向に対して平行な粗さをRa,parallel、垂直な粗さをRa,perpendicularとしたときに、0.8≦Ra,perpendicular/Ra,parallel≦1.2を満たすものである。
(もっと読む)
1 - 10 / 1,164
[ Back to top ]