
国際特許分類[F16J12/00]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | ピストン;シリンダ;圧力容器一般;密封装置 (9,346) | 圧力容器一般 (271)
国際特許分類[F16J12/00]に分類される特許
71 - 80 / 271
耐圧容器
【課題】
高温環境下の疲労特性に優れ、内部圧力が250kPa以上、温度が180℃〜230℃の範囲の環境で使用することが可能なポリアミド樹脂組成物からなる耐圧容器を提供する。
【解決手段】
ポリアミド樹脂(A)100重量部に対して、平均扁平率が2〜10である扁平断面ガラス繊維(B)5〜120重量部を配合してなることを特徴とするポリアミド樹脂組成物からなる耐圧容器。ポリアミド樹脂(A)はポリヘキサメチレンアジパミド、ポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミドコポリマーおよびポリヘキサメチレンテレフタルアミド/ポリヘキサメチレンセバカミドコポリマーからなる群より選ばれる少なくとも1種が好ましい。
(もっと読む)
高圧タンクの製造方法
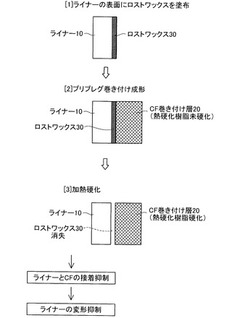
【課題】ライナーの形状劣化を抑制して高圧タンクを製造する技術を提供する。
【解決手段】中空のライナーの表面に、加熱することにより消失するロストワックス層を形成し、ロストワックス層の表面を覆うように、熱硬化性樹脂が未硬化状態で含まれる炭素繊維材を巻き付けて炭素繊維巻き付け層を形成し、炭素繊維巻き付け層の形成後に、加熱により熱硬化性樹脂を硬化させるとともに、ロストワックスを消失させる。ロストワックス消失によって、ライナーと炭素繊維巻き付け層との間に間隙が形成される。
(もっと読む)
高圧タンク

【課題】簡便な手段によって、表面樹脂層の破壊を防止することが可能な樹脂製の高圧タンクを提供することである。
【解決手段】高圧タンク10は、高圧ガスの収容空間17を形成する樹脂製のライナー11と、ライナー11の外表面を被覆する繊維強化樹脂層12と、繊維強化樹脂層12の一部である表面樹脂層に溶剤を塗布して発泡させることで多孔化した表面発泡樹脂層13と、を備える。表面発泡樹脂層13は、例えば、塗布する溶剤量を適切に調整することでタンクのバースト強度を低下させることなく多孔質構造の形態を調整することができ、ガス透過性を向上させることができる。
(もっと読む)
圧力容器
【課題】安定した品質が確保された圧力容器を提供する。
【解決手段】圧力容器は、ライナ10の外周表面に、ライナ10を被覆する繊維強化樹脂層を備える。繊維強化樹脂層は、連続する複数の繊維と、該繊維間を埋めるように含浸された樹脂とからなり、断面が平行四辺形状のテーププリプレグ30の端部を重ね合わせながらライナ10に巻きつけ、次いで、樹脂を硬化させることにより形成される。
(もっと読む)
圧力容器の製造方法
【課題】FRP層の形成時における熱硬化樹脂の染み出しが抑制された圧力容器の製造方法を提供する。
【解決手段】圧力容器の製造方法は、中空部を有する筒状の基材表面に熱硬化性樹脂を含浸させた繊維を巻回させる工程と、該熱硬化性樹脂を硬化させて、該基材表面にFRP層を形成する樹脂硬化工程S20と、を順に有する。また、樹脂硬化工程S20に併行して、FRP層の外側に外圧を付与し、かつ、基材の内側に、外圧に対抗する内圧を付与する圧力付与工程(S200)を有する。
(もっと読む)
生物薬剤学用のプラスチック圧力容器及びその方法
本明細書に記述されるのは、生物学的薬剤用途のための成形されたプラスチック圧力容器、及びその方法である。この成形されたプラスチック圧力容器は、少なくとも500インチ2(3226cm2)の表面積を有し、ポリフェニレンオキサイドポリマーと、少なくとも1つの酸化防止剤と、を含む。 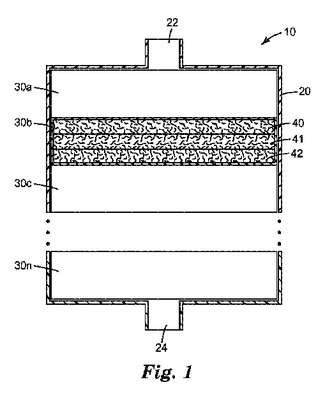 (もっと読む)
(もっと読む)
複合容器の製造方法
【課題】 複合容器の効率的な製造方法を提供する。
【解決手段】 容器を形作るライナー1を回転させつつ、繰出装置17から、熱硬化性の樹脂が予め含浸された繊維Fを繰り出させることで、ライナー1に繊維Fを巻付ける。この際、ヒータ22により、ライナー1の内部から加熱することで、前記繊維Fに含浸された樹脂をライナー1の表面に近い側から離れる側に向けて徐々に硬化させ、この硬化に伴って前記樹脂を発熱させる。前記熱硬化性の樹脂配合物中には多官能性樹脂を配合するとよい。
(もっと読む)
フィラメントワインディング装置およびフィラメントワインディング方法
【課題】フィラメントワインディング法による高圧ガスタンクの製造工程において、強化繊維を巻き付ける際に、タンク容器を確実に保持する技術を提供する。
【解決手段】フィラメントワインディング(FW)装置100は、第1の回転軸110と、第2の回転軸120とを有する。FW装置100は、第1と第2の回転軸110,120の互いに対向する軸端部111,121によってタンク容器10の容器壁を狭持させることにより、タンク容器10を保持する。軸端部111,121には、軸端部111,121同士を引き合わせるように電磁力を発生させる電磁力発生部20が設けられている。
(もっと読む)
可溶栓
【課題】鉛等の有害物質を一切含まず、作動温度が69℃〜75℃で、58℃〜65℃のクリープ特性に優れた可溶栓を提供する。
【解決手段】プラグ状の本体2内の貫通孔2eに、鉛(Pb)等の有害物質及び錫(Sn)を含有しないとともに、インジウム(In)65±2質量%、銅(Cu)0.5±0.2質量%、アンチモン(Sb)0.5±0.2質量%及び残部ビスマス(Bi)からなる組成を有するはんだ合金3を充填した可溶栓1、11。廃棄処分しても地下水等を汚染する恐れがなく、58℃〜65℃の温度域で優れたクリープ特性を得ることができ、装置内が所定の温度に達して可溶栓が作動する前に、装置内の圧力によってはんだ合金3が押し出されることもない。貫通孔2eは、内径3mm以上5mm以下で、軸線方向の全長が37mm以上とすることが好ましい。
(もっと読む)
ボンベの製造方法およびこのボンベを用いた噴出装置
【課題】材料に比較的強固で軽量なステンレス鋼材を用いることによって、軽量で耐圧性を高めたボンベの製造方法を提供する。
【解決手段】成形体形成工程の深絞り加工(b−2)の後に鋭敏化熱処理工程(c)を施すことにより、深絞り加工により形成されたボンベ本体に生じる残留応力を緩和してボンベ本体の応力割れを抑制することができる。製造されたボンベ本体11に固溶化熱処理工程(g)を施してマルテンサイト相をオーステナイト相に逆変態させることにより、当該ボンベ本体11の磁性除去・腐食性抑制・残留応力除去を図る。
(もっと読む)
71 - 80 / 271
[ Back to top ]