
国際特許分類[F16J15/00]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | 機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段 (198,328) | ピストン;シリンダ;圧力容器一般;密封装置 (9,346) | 密封装置 (6,637)
国際特許分類[F16J15/00]の下位に属する分類
相対的に静止した表面間のもの (2,584)
相対的に運動している表面間に設けられたもの (2,710)
非接触パッキング (459)
流体圧により空間に拡張または押しつけられたパッキングをもつもの,例.膨脹可能パッキング (61)
相対的に運動可能な部材間で,相対的に運動する表面を持たない密封部材によるもの,例.壁の中を通して運動を伝達するための流体漏れ防止密封装置 (573)
磁気手段を用いるもの
回転軸用の他の密封装置 (35)
往復動ロッド用の他の密封装置 (3)
国際特許分類[F16J15/00]に分類される特許
51 - 60 / 212
オイルシール部材及びその製造方法
【課題】可変バルブタイミング機構の応答性を高め、オイルシール部材の耐摩耗性を高め、圧粉体の損傷を防止し、オイルシール部材の寸法精度を高める。
【解決手段】
圧粉成形工程において圧粉体30の底面31を平坦に成形し、この圧粉体を焼結して得られた焼結体40の平坦な底面41を、サイジング工程において曲面状に成形することにより、オイルシール部材20を形成する。すなわち、オイルシール部材20の底面21は、サイジングにより曲面状に成形された面となっている。
(もっと読む)
センタレス研削用把持具およびそれを用いた樹脂製シールリングの製造方法並びにその方法により製造された樹脂製シールリング

【課題】製造における工数を増大させることなく、シール性に優れた高精度な寸法を有する樹脂製シールリングを提供することを目的とする。
【解決手段】複数個の円環状の無端樹脂製シールリング(3’)を円筒状把持具(30)に挿入し、センタレス研削機(40)に設置し、シールリング(3’)の外周面(3b)を研磨することによって、高精度な寸法を有する有端樹脂性シールリング(3)を製造することができ、削り出しによる加工の手間を省き、加工コストの低減を図る。
(もっと読む)
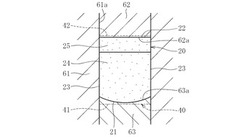
弾性シール装置の組み立て方法及びこれに使用する組み立て用治具
【課題】作業者の熟練度に拘わらず、弾性シール装置を適正且つ容易に組み立てることができる方法を提供する。
【解決手段】シールフランジ6bにそのシール面6eに弾性的に押圧接触する内外周リップ部28,29を具備してなる弾性材製のシールリング23を装填した弾性シール装置を組み立てる方法において、シールフランジ6bに、シール面6eに面一状に連なる外周リップ部誘導面60aとその基端から漸次拡大する外周リップ部縮径変形作用面60bとを形成してなる円筒状の外周リップ部誘導治具60を取り付けた上、シールリング23を、これが外周リップ部縮径作用面60b内に位置する状態で、押し込み治具62によりシール面6eへと押し込むことにより、外周リップ部29を外周リップ部拡径変形作用面60bにより縮径変形させつつ外周リップ部誘導面60aからシール面6eへと誘導するようにする。
(もっと読む)
渦巻形ガスケット加工装置
【課題】渦巻形ガスケットの加工効率を向上することができる渦巻形ガスケット加工装置を提供する。
【解決手段】駆動ロール52の外周面には、他方の環状部材12の径方向外側端面を設置可能な設置用溝76と、一方の環状部材14の径方向外側端面を所定形状に形成する加工用溝78と、が軸方向に沿って並んで形成され、従動ロール54の外周面には、一方の環状部材14の径方向内側端面を設置可能な設置用溝80と、他方の環状部材12の径方向内側端面を所定形状に形成する加工用溝82と、が軸方向に沿って並んで形成され、駆動ロール52と従動ロール54とが、一方の環状部材14及び他方の環状部材12に所定の挟持力を与えて、一方の環状部材14の径方向外側端面及び他方の環状部材12の径方向内側端面を所定形状に加工する。
(もっと読む)
タービン発電機の水素シール油システム診断
【課題】シール油システムに関連する異常をより早く識別し、解決する能力を提供すること。
【解決手段】シール油システムに関連する異常を診断するシステムを有する水素冷却発電機(10)。タービン端部(30)およびコレクタ端部(32)を有するシャフト(14)と、タービン端部(30)でシャフトの周りに配置された第1のシャフトシール(16)と、コレクタ端部(32)でシャフトの周りに配置された第2のシャフトシール(16)と、両シャフトシール(16)の両端間のシール油圧力差を測定する第1の組のセンサ(22A、22C)と、両シャフトシール(16)の両端間のシール油温度差を測定する第2の組のセンサ(24A、26A)と、水素側(18)シール油流量を測定する第3のセンサ(34A、34B)と、少なくとも2つのセンサから収集されたデータを分析して、シャフトシールを診断するシステム(48)とが含まれる。
(もっと読む)
配管のフランジ開口冶具
【課題】配管のフランジ接続部のガスケット交換等の作業で、かまし物を入れたり、二つ目のクサビを打ち込んで一つ目のクサビをはずしたりする必要がなくなり、作業に十分な開口ができ、一度にガスケット面の全面の掃除、点検等の作業ができる。
【解決手段】フランジの開口のためのクサビを二段重ねにした治具で、一つ目のクサビは、側面は不等辺直角三角形で平面は長方形のクサビを側面において、直角をつくる辺の長辺を水平に、短辺を上方向にし先端部を設け、先端部に連続して水平方向にL形のストッパー部を設けて、切断面の中央に上り勾配のついた溝を設ける。二つ目のクサビは、側面は不等辺三角形で平面は長方形のクサビを側面において、最短辺を垂直に、最長辺を下にし、鋭端部を垂直に切断して先端部を設け、上の斜辺と垂直辺の交点近傍に突起部を設ける。一つ目のクサビの溝に、二つ目のクサビを溝の上り勾配の方向に摺動させてフランジを開口する。
(もっと読む)
ダクトシール構造と該シール構造の形成方法
【課題】HRSGが設置される現場での手直し容易で、しかも確実にガスのシールができるダクトシール構造と該ダクトシール構造の取付方法の提供。
【解決手段】錆びにくい金属の薄板を複数枚重ねたシーリングデバイス1をスタッドボルト3を設けたシーリングデバイス取付板5とシーリングデバイス押え板2とで挟み付けて、押え板2から突出するスタッドボルト3をナット4で締結し、取付板5と押え板2の間に取付け、取付板5と押え板2で一辺が支持されたシーリングデバイス1の他辺が接触するようにシール面形成板6をシーリングデバイス1の機能が発揮できる寸法で組み合わせて、取付板5と形成板6をステイ7で固定し、据え付け現地にてシール形成部に取付けた後にステイを除去する。こうして現地組立寸法誤差を十分吸収可能な幅を有するシーリングデバイスが得られ、現地でのシール部の手直作業しが不要でかつ品質のよいシール構造を提供を可能とする。
(もっと読む)
シールリング
【課題】ゲートバリのないシール性の良好なシールリングを提供することである。
【解決手段】固定金型と可動金型とで形成されるキャビティ13に溶融樹脂を圧入してシールリングを成形する。溶融樹脂の注入用ゲート16が形成されたゲートブロック5を、シールリング成形後、型開き前に可動金型に対して移動させて、注入用ゲート16のエッジ16aにより成形後のシールリングのゲートgをシールリングの内周面に沿って剪断する。
(もっと読む)
Oリング装着装置
【課題】多くのOリングを保持させることができるとともに、保持させたOリングを軸体の伸長方向に容易に推し進めることができるOリング装着装置を提供する。
【解決手段】Oリング1を拡開させるリング拡開部8と、このリング拡開部8で拡開されたOリング1が推し進められるとともに、軸体に嵌着されるスライド輸送部15とを備え、このスライド輸送部15の表面に、Oリング1を装着させる複数の凹形状部11と、これらの凹形状部11の間に配置される凸形状部13とを形成した構成にしてある。スライド輸送部15は、リング拡開部8と同一芯に形成されてリング拡開部8に連設され、Oリング1が装着される軸体の外径よりも大きな内径6Bを有する中空円筒形状から成り、凹形状部11の横幅11Aを、Oリング1の幅寸法1Cよりも大きな寸法に設定してある。
(もっと読む)
ウインドワイパ駆動装置
【課題】ハウジングカバー10;7によって閉鎖される伝動装置ハウジング14の内室と周囲との間の圧力差を補償する圧力調整装置12を有する、電気駆動装置9の伝動装置ハウジング14のためのハウジングカバー10;7を改良して、複数の圧力調整装置を簡単かつ確実に検査するために適した、電気駆動装置のハウジングカバーにおける圧力調整装置のための検査の可能性を提供する。
【解決手段】ハウジングカバー10;7における圧力調整装置12の領域内に少なくとも部分的にシールエレメント19;46が配置されており、該シールエレメント19;46は、圧力調整装置12の機能検査中に、検査工具23:30;40とハウジングカバー10;7との間の接続部をシールするように設計されている。
(もっと読む)
51 - 60 / 212
[ Back to top ]