
国際特許分類[F17C1/16]の内容
機械工学;照明;加熱;武器;爆破 (654,968) | ガスまたは液体の貯蔵または分配 (3,916) | 圧縮,液化または固化ガスの収容または貯蔵用容器;一定容量のガスタンク;圧縮,液化または固化ガスの容器への充填,または容器からの放出 (3,537) | 圧力容器,例.ガスボンベ,ガスタンク,取り替え可能カートリッジ (546) | 合成樹脂製 (92)
国際特許分類[F17C1/16]に分類される特許
1 - 10 / 92
高圧タンクの製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
高圧タンクの製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
樹脂ライナーの製造方法
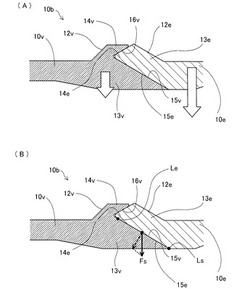
【課題】樹脂ライナーのパーツ同士の接合面での密着性の向上とレーザー溶着の実効性の向上とを簡便に達成できる新たな製造手法を提供する。
【解決手段】ライナーの軸方向に分割されたバルブ側ライナーパーツ10vとエンド側ライナーパーツ10eにて樹脂ライナー10を製造するに当たり、エンド側ライナーパーツ10eをレーザー透過性の樹脂成形品とし、バルブ側ライナーパーツ10vをレーザー光により溶融する樹脂成形品とする。この他、ライナーの軸から離れた側からバルブ側ライナーパーツ10vに重なるエンド側ライナーパーツ10eを、大きな熱収縮率とする。その上で、両ライナーパーツの接合後に、アニール処理とレーザー溶着とをこの順に行う。
(もっと読む)
圧力容器

【課題】簡易な構造で確実にシールすることができる圧力容器を提供することを課題とする。
【解決手段】突出するネック部2cを備え、気体又は液体を収容する中空の樹脂ライナー2と、ネック部2cの内側に取り付けられた口金部材3と、口金部材3の内側に取り付けられたバルブ6と、樹脂ライナー2とバルブ6との間に設けられたシール部材7と、を有する圧力容器1であって、ネック部2cは、筒状を呈する筒部11と、筒部11の上端に設けられシール部材7を取り付ける取付座面12aと、取付座面12aの外側に立ち上がる立上り壁13と、を有し、シール部材7は、バルブ6の一部及び取付座面12aに当接していることを特徴とする。
(もっと読む)
高圧ガス容器の口金のシール方法
【課題】 本発明は、高圧ガス容器本体の開口部の口金の周りをシールするシーリング材の塗布層の輪郭を明瞭にして見栄えを良くすることを課題としている。
【解決手段】 口金3の外周縁よりも内側で該口金3の表面を合成樹脂成形品である内側マスキング材4で被覆し、口金3の外周縁よりも外側で高圧ガス容器本体1の表面を合成樹脂成形品である外側マスキング材5で被覆し、内側マスキング材4と外側マスキング材5との間に形成される間隙6にシーリング材7を塗布し、口金3の外周縁と高圧ガス容器本体1との間をシールした後、内側マスキング材4及び外側マスキング材5を取り外す。
(もっと読む)
押出ブロー成形用の高耐衝撃性ポリオキシメチレン
【課題】本発明の目的は、ポリオキシメチレンをベースとする成形用組成物を使用して、押出ブロー成形によってVOCまたは圧縮ガス用の容器を製造する方法であって、均一な押出挙動およびパリソンの垂れ下がり低減が認められ、均一な壁厚および十分な衝撃特性を有する容器が得られる方法を提供することである。
【解決手段】十分な押出性を示し、かつ押出ブロー成形プロセスにおける十分に形状が均一なパリソン、十分な耐衝撃性、ならびに揮発性有機化合物および圧縮ガスに対して十分な低透過性を生じる、ポリオキシメチレンをベースとする成形用組成物は、少なくとも1種のポリオキシメチレン、少なくとも1種の熱可塑性エラストマー、および少なくとも1種のカップリング剤を含む組成物によって得ることができる。
(もっと読む)
圧力容器及び圧力容器の製造方法
【課題】生産性に優れ、エアポケットが生じない圧力容器を提供することにある。
【解決手段】本発明の圧力容器1は、インナータンク2と、口金4と、FRP層3とを具備する。インナータンク2は、ブロー成型によって形成された、合成樹脂からなる。口金4は、ブロー成型によってインナータンク2に接合される。FRP層3は、インナータンク2の外周に形成されたFRP層3であって、インナータンクの外周に巻回された繊維と繊維に含浸された光硬化性樹脂からなる。
(もっと読む)
ガスタンク用の多層熱可塑性樹脂構造体
【課題】多層熱可塑性樹脂構造体、タンクを製造するための前記構造体の使用、および前記構造体からなるタンク。
【解決手段】本発明における多層熱可塑性樹脂構造体には、少なくとも1層のエチレン−ビニルアルコールコポリマー層が含まれ、このコポリマーは、密度が0.94〜1.4であり、170〜240℃の温度におけるメルトフローインデックスが1.3〜4.2g/10分までの間のものである。これは、ガスタンクを製造するために使用される。
(もっと読む)
ガスタンク及びその製造方法
【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンク及びその製造方法を提供する。
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11であって、強化繊維35とともに導電線を巻き回すことにより、繊維強化樹脂層13に、導電線からなる複数のコイル31が層状に設けられている。
(もっと読む)
ガスタンクの製造方法
【課題】繊維強化樹脂層を均一に昇温させることにより、短時間にかつ均一に繊維強化樹脂層を硬化させて、外観が良好で、しかも、品質が安定したガスタンクの製造方法を提供する。
【解決手段】ライナー12の外周側に熱硬化性樹脂を含浸させた誘導性材料からなる強化繊維を巻き回して積層した繊維強化樹脂層13を有するガスタンク11の製造方法であって、強化繊維とともに導電線を巻き回すことにより、繊維強化樹脂層13の内層部に導電線からなる内部コイル31を設けるとともに、外周に外部コイルを巻き付けて配置し、内部コイル31及び外部コイルに、異なる周波数の電流を流して強化繊維を発熱させることにより、熱硬化性樹脂を加熱硬化させる。
(もっと読む)
1 - 10 / 92
[ Back to top ]