
国際特許分類[G01B21/18]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 長さ,厚さまたは同種の直線寸法の測定;角度の測定;面積の測定;表面または輪郭の不規則性の測定 (22,327) | このサブクラスの他のグループの,個別の形式の測定手段に適合しない測定装置またはその細部 (1,964) | 深さ測定用 (5)
国際特許分類[G01B21/18]に分類される特許
1 - 5 / 5
加工仕上げ面の検査システム及び検査方法
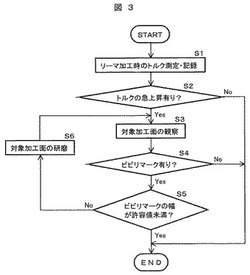
【課題】画像から迅速にビビリマークを評価できる加工仕上げ面の検査システム及び検査方法を提供する。
【解決手段】回転工具により機械加工された加工仕上げ面の検査方法であって、前記加工仕上げ面を観察してビビリマークの有無を判断し、観察によりビビリマークが確認された場合にビビリマークの幅寸法を前記回転工具の回転軸方向で計測し、計測されたビビリマークの幅寸法がしきい値以上である場合にビビリマークの深さが許容値以上であると判定する。その結果、画像より加工仕上げ面の検査が迅速に可能となる。ビビリマークの深さが許容値よりも深い場合には表面の研磨を行い、再度加工仕上げ面の検査を実施する。
(もっと読む)
面形状評価方法

【課題】官能検査の結果とその傾向が一致するようにショックラインの程度を数値化し,定量的な合否判定を可能にする面形状評価方法を提供すること。
【解決手段】本発明の面形状評価方法では,検査対象品のショックラインの深さおよび幅の測定を,ショックラインの両側の凸部の高さの差が1.5μm以内となるように検査対象品をセットした状態で,ショックラインと垂直な走査線上で行い,あらかじめ検査対象品の種類に応じて合否判定ラインが定められた深さ−幅空間に前記測定の結果を当てはめ,合否判定ラインより浅いまたは幅広側である場合にその検査対象品を合格と判定し,深いまたは幅狭側である場合にその検査対象品を不合格と判定するものである。
(もっと読む)
タイヤの形状深さおよび形状の種類ならびに走行時の車両の速度および地上高の検出装置
【課題】交通量の多いところにおいて使用でき、人々への危険性がなく、高速の車両に対応し、操舵状態でも測定可能であり、罰金の発行または警告情報を発することができる、空気タイヤの形状深さおよびタイヤのセットの種類を検出する測定システムを提供する。
【解決手段】本発明の測定システムは、形状測定装置3、7と、車両を検出するカメラシステム8と、これらを互いに接続している評価ユニット16とを備え、さらに、車両の速度を検出する速度測定装置と、操舵状態または移動方向を検出する走行方向測定装置3、7を備えており、車両が比較的均一な速度で、直線走行している状態で所定のフレーム内に位置する場合にのみ評価できる。
(もっと読む)
キャップ付ボトル缶の測定方法及び測定装置
【課題】 測定対象を同一基準の下でより短時間で測定することができるキャップ付ボトル缶の測定方法及び測定装置を提供すること。
【解決手段】 金属製のボトル缶にキャップが被着、ネジ成形され、キャップが天面部の周縁に形成された段差部とキャップネジ部とを有するキャップ付ボトル缶2の測定方法において、缶軸Oと交差する平面内で、キャップネジ部の輪郭線を取得することで、キャップネジ部のネジ深さを測定し、段差部に脚部52の下端部内面を接触させると共に天面部に測定子53を接触させることで、段差部の天面部に対する深さを測定する。
(もっと読む)
測定装置のための評価及び最適化
精度及び正確度に基づいて全体の測定不確実性(TMU)を求めることによって、測定装置を評価し、最適化する方法及び関連したプログラムである。TMUは、線形回帰分析に基づいて、正味残余誤差から基準測定システムの不確実性(URMS)を除去することによって計算される。TMUは、被試験測定システムが製品の実際のばらつきを検出する能力を有するかどうかについて客観的かつより正確に表示する。 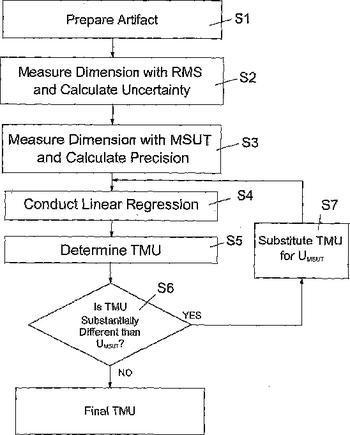 (もっと読む)
(もっと読む)
1 - 5 / 5
[ Back to top ]