
国際特許分類[G01B21/30]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 長さ,厚さまたは同種の直線寸法の測定;角度の測定;面積の測定;表面または輪郭の不規則性の測定 (22,327) | このサブクラスの他のグループの,個別の形式の測定手段に適合しない測定装置またはその細部 (1,964) | 表面の粗さまたは不規則性測定用 (236)
国際特許分類[G01B21/30]に分類される特許
51 - 60 / 236
寸法測定装置及び寸法測定方法
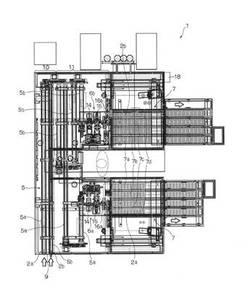
【課題】被測定物の寸法精度の評価を的確に行うこと。
【解決手段】被測定物2の寸法を測定する寸法測定装置1であって、被測定物2を搬送する搬送手段5と、被測定物2が搬送される搬送領域10,11内の温度を制御する温度制御手段と、搬送領域10,11における測定部6に搬送された被測定物2の寸法を測定する寸法測定手段15と、寸法測定手段による寸法測定時の被測定物2の温度を測定する温度測定手段14とを備え、寸法測定手段15によって測定された被測定物2の寸法は、温度測定手段14によって測定された温度を用いて、予め定められた基準温度における寸法に補正される。
(もっと読む)
シリンダボアの測定方法及び測定装置

【課題】エンジンのシリンダボアの真円度等を測定する際、シリンダヘッドとベアリングキャップ部材とをシリンダブロックに締結し、実際のエンジンの作動状態に近似させた状態で測定を行って、エンジンの作動状態における正確な真円度の測定データを得る。
【解決手段】測定するエンジンのシリンダブロック1に、シリンダヘッド3とベアリングキャップ部材とをボルトにより組み付けてシリンダ組立体9とする。これをベアリングキャップ部材8が上側となるように設置し、ウォータージャケットに高温の流体を送り込む。この状態で測定装置20を組立体9の上方からシリンダボア2に挿入して測定することにより、エンジンの作動時の状態を再現し、内部応力や熱膨張の影響を反映した真円度を測定することができる。測定装置20を設置するため、主軸受部には載置ブロック21が掛け渡され、位置決めのため、シリンダボア2と合致する基準部材22が設けられる。
(もっと読む)
長尺体の表面形状測定方法および表面形状測定装置
【課題】オートコリメータでは高精度測定ができない長さが1m以上の長尺状物の表面形状(真直度)を複数の変位センサを用いて測定する。
【解決手段】3本の変位センサA,B,Cをピッチ間隔p毎に直列にアーム311に固定し、テーブル上に固定された被測定物の真直度を、オートコリメータが高精度に測定できる作動範囲ではオートコリメータにより測定される値を用いて2本の変位センサA,Bにより2点法で検出された真直度値のピッチングの補正を行って初期真直度値データ列を得、オートコリメータが高精度に測定できない作動範囲における真直度の測定においては第三の変位センサCより検出される真直度値で測定基準を作り、この測定基準の測定点の値を基準にして変位センサA,Bによる2点法の出力からピッチングを検出し、それを使用してピッチング補正しながら次々に繰り返して測定範囲を広げて延長真直度値データ列を得、真直度曲線を出力する。
(もっと読む)
走査型プローブ顕微鏡および走査方法
【課題】 表面形状の勾配に応じてサンプリング間隔を設定するとともに、その間隔にしたがって探針を制御することにより、表面形状に適応し、測定時間の短縮と、測定精度の向上を実現すること。
【解決手段】 探針を走査時に、直前までの観測データを履歴として記憶し、観測データ形状を元に、XまたはY方向のサンプリング間隔をその都度設定し、次のサンプリング位置まで探針を走査することを特徴とする走査型プローブ顕微鏡を提供する。
(もっと読む)
新校正方法を使った形状精度の改良
【課題】半導体ウェーハの形状計測装置の系統的誤差を判定する。
【解決手段】ウェーハを計測器に対して角度を変えながらその表裏面を計測してセンサデータを収集し、表裏データセットを作る。ウェーハ角度に対して裏側データを表側データから差し引いて二分する事によって、各角度のウェーハ形状の平均を求める。また表裏データを加えて二分することにより各角度における計測シグネイチャを求める。対称的修正値は各角度における計器シグネチャ全てを平均する事によって計算され、該対称的修正値を計測の時と同じ角度毎に引き算し、校正されたウェーハデータセットを生ずる。ウェーハ平均値を、これらの校正ウェーハ形状計測値を平均する事によって計算し、該ウェーハ平均値を修正された形状計測値から差し引いて、それぞれの角度における形状残余マップを作る。残余を平均して非対称性誤差を算出し、対称性誤差と加算して系統的誤差を求める。
(もっと読む)
ジャーナル傷計測診断装置及び方法
【課題】ジャーナル傷の発生による軸受損傷を未然に防止できるジャーナル傷計測診断装置を提供することである。
【解決手段】回転体のロータを支持する軸受部分のジャーナルに発生する摺動傷を傷検出器17を用いて計測するジャーナル傷計測器12と、ジャーナル傷計測器12の傷検出器17をジャーナル11のロータ軸方向に自動送りするための速度を制御する制御装置18と、ジャーナル傷計測器12の傷検出器17から伝送される傷の軸方向分布情報を記録しその情報からジャーナルの状態を診断する評価装置22とを備える。
(もっと読む)
表面形状測定システムおよび測定方法
【課題】走査型プローブ顕微鏡測定の障害となる半導体ウエハ内部に蓄積された電荷を、確実に取り除き、走査型プローブ顕微鏡の探針の破壊を防止し、安定した表面形状測定を行うことができる測定システムおよび測定方法を提供すること。
【解決手段】第1プローブ136と、被測定物SPを第1プローブ136に対して進退および走査可能に相対的に移動させる第1試料位置制御手段120と第1プローブ136および被測定物SPの表面を観察可能な光学顕微鏡部150とを有する走査型プローブ顕微鏡部100と、導電性の第2プローブ232と、被測定物SPの特定部位を第2プローブ232に対して進退および走査可能に相対的に移動させる第2試料位置制御手段220と第2プローブ232および被測定物SPの表面を観察可能な光学顕微鏡部150とを有する除電部200と、を備える。
(もっと読む)
走査型プローブ顕微鏡、走査型プローブ顕微鏡用のプローブ、及び検査方法
【課題】 複数のカンチレバーのそれぞれからの反射光を識別可能な走査型プローブ顕微鏡を提供する。
【解決手段】 第1波長を有する第1照射光を発する第1の光源15、第1波長とは異なる第2波長を有する第2照射光を発する第2の光源25、試料50a上を走査し、第1照射光を第1反射光として反射する第1プローブ1、試料50b上を走査し、第2照射光を第2反射光として反射する第2プローブ2、第1波長を有する第1反射光を受光する第1受光素子16、及び第2波長を有する第2反射光を受光する第2受光素子26を備える。
(もっと読む)
微細形状測定装置
【課題】本発明の目的は高精度な形状測定を行う微細形状測定装置を提供することにある。
【解決手段】固定端14bに保持された状態でワーク40をなぞるスタイラス34を自由端14aに持つ可撓性カンチレバー14と、該固定端14bを上下動する駆動手段20と、該ワーク40に対する位置及び姿勢が変化しない基準部材22と、該基準部材22とスタイラス34との上下方向の相対変位を測定し、自由端変位情報を出力する自由端変位計24と、該基準部材22と固定端14bとの上下方向の相対変位を測定し、固定端変位情報を出力する固定端変位計26と、該自由端変位情報及び固定端変位情報に基づきカンチレバー14の上下方向のたわみ量を求める演算手段28とを備え、該たわみ量が所定値となるように該固定端14bを上下させつつ該ワーク40を走査して得られた、該自由端変位情報に基づき、該ワーク40の形状を把握することを特徴とする微細形状測定装置10。
(もっと読む)
測定装置
【課題】本発明の目的は高精度な測定を行うことのできる測定装置を提供することにある。
【解決手段】測定時において、ワーク20に対して位置及び姿勢が変化しないように保持された基準部材12と、該ワーク20表面を走査しながら、該ワーク20表面の凹凸に応じて上下方向に変位するスタイラス14と、該スタイラス14の特定部位36の変位を該基準部材12との比較において測定する変位計16と、該スタイラス14を該ワーク20表面に沿って走査させる走査手段18と、を備え、該基準部材12は該走査によっても該ワーク20に対する位置及び姿勢が変化せず、該スタイラス14の特定部位36の上下方向への変位を該基準部材12を基準にして測定し、該測定されたスタイラス14の特定部位36の変位に基づき該ワーク20の微細な形状を把握することを特徴とする測定装置10。
(もっと読む)
51 - 60 / 236
[ Back to top ]