
国際特許分類[G01B5/00]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 長さ,厚さまたは同種の直線寸法の測定;角度の測定;面積の測定;表面または輪郭の不規則性の測定 (22,327) | 機械的手段の使用によって特徴づけられた測定装置 (1,646)
国際特許分類[G01B5/00]の下位に属する分類
点の座標測定用 (262)
長さ,幅または厚測定用 (213)
直径測定用 (109)
離隔対象物または離隔開口間の距離または間隙測定用 (69)
深さ測定用 (27)
輪郭または曲率測定用 (357)
角度またはテーパ測定用;軸の心合せ試験用 (93)
面積測定用,例.プラニメータ (3)
表面の粗さまたは不規則性測定用 (72)
固体の変形測定用,例.機械的ひずみ計 (59)
国際特許分類[G01B5/00]に分類される特許
101 - 110 / 382
車輪位置計測装置
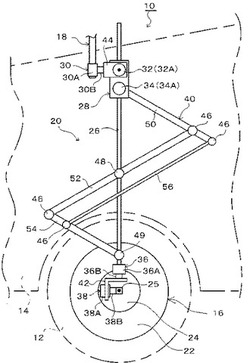
【課題】車輪の位置変化量を精度よく求めることができる車輪位置計測装置を提供する。
【解決手段】車輪位置計測装置10は、ホイールトルク計16と固定部材18とを連結する連結部材20を備える。連結部材20は、ホイールトルク計16に支持されるポール26と、固定部材18に支持され、ポール26にスライド自在に係合されたスライダ28と、ポール26上のスライダ28の変位量やポール26の姿勢の変化量を計測するエンコーダ30〜38とを備え、エンコーダ30〜38の計測結果が車輪12の動きに換算される。
(もっと読む)
ガラス板端面測定装置に対するガラス板のセット方法および測定治具

【課題】測定辺だけを残しながらサンプル片を用意しさえすれば、対辺を特に測定辺と平行に加工しないでも、ガラス板の端面を測定装置に対し容易に適正にセットすることができるようにする。
【解決手段】互いに平行な平面として構成された底面10Aおよび上面10Bと、これらに垂直な支持面10Cおよび挟持面10Dとを有する測定治具10を用い、支持面と挟持面との間にガラス板Gを挿入し、ガラス板の端面GAを有する直線状の測定辺G1を、測定治具の上面に面接触させた位置決め平面101に対し線接触させた状態で、支持面と挟持面との間にガラス板を挟持固定し、その状態で、測定治具の底面を測定装置のテーブル上面に面接触させることで、テーブル上に測定治具を載置し、それにより、テーブル上面に対しガラス板を垂直な姿勢で保持しつつ、測定辺をテーブル上面に対し平行にセットする。
(もっと読む)
画像プローブの校正方法および形状測定機
【課題】画像プローブの校正方法を提供すること。
【解決手段】画像プローブ3の撮像方向を垂直にした状態で画像プローブ3および各測定子611A,611Bによりそれぞれ校正ゲージ62を測定し、画像プローブ3の光軸中心および各測定子611A,611Bの相対位置関係を求める。次に、一方の測定子611A,611Bにより基準球63を測定し、基準球63の位置を登録する。続いて、画像プローブ3の撮像方向を傾斜させた後、各測定子611A,611Bで基準球63を測定し、該測定結果と登録した基準球63の位置とから測定機1上の各測定子611A,611Bの位置を求める。画像プローブ3の光軸中心および各測定子611A,611Bの相対位置関係は既に取得しているので、求めた測定機1上の各測定子611A,611Bの位置から画像プローブ3の光軸周りの回転角度および画像プローブ3の位置を校正できる。
(もっと読む)
球面ころ軸受の軌道輪の仕上げ加工方法及び球面ころ軸受の軌道面測定装置
【課題】軌道面2の軌道溝半径の中心を精度良く求めて軌道輪1を仕上げることのできる球面ころ軸受の軌道輪の仕上げ加工方法を提供する。
【解決手段】軌道輪1の軌道面2を、基準中心Kから所定の軌道溝半径Rとなる凹円弧面に機械加工する工程を含む、当該軌道輪1の仕上げ加工方法である。軌道輪1の縦断面と軌道面2との交差線上にあって軸方向の位置が異なる三カ所の測定点B0,C0,D0それぞれの座標を求め、測定点B0,C0,D0それぞれを中心とし前記所定の軌道溝半径Rと同じ半径を有する縦断面上の円B,C,Dを求める。複数の円B,C,Dの内の二つで一組の円の交点を求める処理を、複数組について行う。求めた複数の交点の重心Gを求めると共に、当該重心Gを軌道面2の軌道溝半径の中心として求め、この軌道溝半径の中心に基づいて機械加工を行う。
(もっと読む)
シリンダゲージ用ゼロ合わせ装置
【課題】熟練が全く要らず、まるで外径測定を行う感覚でシリンダゲージのゼロ合わせをすることができ、かつ製造コストも安価で保守も簡単なシリンダゲージ用ゼロ合わせ装置を提供する。
【解決手段】ベース体と、測定子面受け部と、ガイドレールと、前記測定子面受け部と同一軸線上かつ昇降自在に設けられ、前記シリンダゲージの換えロッドを軸心上に受けるための換えロッド受け部を有し、前記ガイドレールに摺動可能に設置された換えロッド軸心上受け部材と、前記測定子面受け部と相対向して同一軸線上に設けられ、先端に前記換えロッドの先端面を受けるための換えロッド面受け部を有するスピンドル部と、前記スピンドル部が設けられたマイクロメータヘッドと、を含むようにした。
(もっと読む)
レール面整正用隙間測定器
【課題】レール面整正に際して行われるレール下の隙間測定を、さしたる熟練を要することなく高精度に且つ迅速に行うことが可能な、レール面整正用隙間測定器を提供することを課題とする。
【解決手段】一半部が位置決め固定部2であり他半部がユニット設置部3である支持板1と、ユニット設置部3に設置されるデジタル計測ユニット4とから成り、位置決め固定部2は、レール30のベース部、腹部、あご下部のいずれかに接触する接触部6、7、7aを少なくとも2個所に有し、接触部のうちの少なくとも1個所にレール30に対する固定手段9、10を備え、少なくとも2個所の接触部がレール30のベース部、腹部、あご下部のうちの少なくとも2つの部分に当接することによってデジタル計測ユニット4の位置決めがなされ、デジタル計測ユニット4は、上下方向に可動なスライド尺12を有し、そのスライド量に基づいてレールの下側の隙間測定を行う。
(もっと読む)
表面性状測定機用検出器
【課題】十分な横剛性と低測定力とを同時に実現することができ、高精度化を図ることができる表面性状測定機用検出器を提供すること。
【解決手段】可動片3の各側面32と、これら各側面32に対向配置される軸受部材5の対向面54との隙間には、対向面54に形成された噴出口から加圧気体が噴出され、気体膜が形成される。これら気体膜を介して軸受部材5の対向面54間で可動片3を挟み込むことで、軸受部材5間における可動片3のガタを抑えることができ、十分な横剛性を得ることができる。また、各軸受面53と支軸31との隙間にも、軸受面53に形成された噴出口から加圧気体が噴出され、気体膜が形成されるので、支軸31を非接触で支持することができ、転がり軸受で支軸31を支持する場合に比べ、摩擦抵抗を大幅に抑えることができる。そのため、より測定力を低減させることができ、高精度化を図ることができる。
(もっと読む)
真円度測定機
【課題】測定領域が制限されることなく、スタイラスを自動交換できる真円度測定機を提供する。
【解決手段】真円度測定機において、被測定物Wの測定部位に対応して用意された複数種のスタイラス31を格納可能に収容したスタイラスストッカ50と、制御装置60とを備える。スタイラスストッカは、回転テーブル20および検出器駆動機構40の移動範囲によって決まる測定領域の外に配置されている。検出器駆動機構は、検出器30を測定領域の外へ移動可能に構成されている。制御装置は、測定指令が与えられた際、回転テーブルおよび検出器駆動機構の動作を制御しながら、被測定物の真円度測定を実行するとともに、スタイラス交換指令が与えられた際、検出器駆動機構を制御しながら、検出器本体とスタイラスストッカとの間でスタイラス交換動作を実行する。
(もっと読む)
形状測定装置、その校正方法、及び校正プログラム
【課題】高精度な校正が可能な形状測定装置、その校正方法、及び校正プログラムを提供する。
【解決手段】形状測定装置は、被測定物4を載置すると共にZ軸を中心として回転可能なテーブル5と、被測定物4に接触可能な測定子24と、測定子24を、互いに直交するX軸、Y軸及びZ軸のうち少なくともX軸及びZ軸方向に駆動する手段と、測定子24のY軸方向の位置を校正するための制御部41とを有する。制御部41は、テーブル5に載置された被測定物4の一部として含むY軸を中心として傾斜した傾斜平面若しくは傾斜円筒側面、又は中心軸がX軸方向にずれた偏心円筒側面を、回転させながら倣い測定することにより得られた測定値の最小値が得られたテーブル5の回転角度を最小検出角として求める手段と、最小検出角に基づいて測定子24のY軸方向の位置を調整する調整量を算出する手段とを含む。
(もっと読む)
建築限界測定器
【課題】軽量化を図るとともに一対のレールに跨って載置させた際に電気的に短絡して導通してしまうのを回避することができる建築限界測定器を提供する。
【解決手段】一対のレールR1、R2上を通過する列車の建築限界Gを測定し得る建築限界測定器において、アルミ又はアルミ合金から成り、一対のレールに跨って載置されるとともに、その載置された状態で建築限界G位置まで延設した延設部1fを有する測定器本体1と、測定器本体1の一部に形成されるとともに、一方のレールR1の縁部R1aと当接可能とされ、当該当接箇所が建築限界Gを測定する際の基準点を成す基準部材2とを具備し、基準部材2は、当該基準部材2を挟んで両側に位置する測定器本体1を互いに絶縁し得る樹脂材から成るものである。
(もっと読む)
101 - 110 / 382
[ Back to top ]