
国際特許分類[G01B5/00]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 長さ,厚さまたは同種の直線寸法の測定;角度の測定;面積の測定;表面または輪郭の不規則性の測定 (22,327) | 機械的手段の使用によって特徴づけられた測定装置 (1,646)
国際特許分類[G01B5/00]の下位に属する分類
点の座標測定用 (262)
長さ,幅または厚測定用 (213)
直径測定用 (109)
離隔対象物または離隔開口間の距離または間隙測定用 (69)
深さ測定用 (27)
輪郭または曲率測定用 (357)
角度またはテーパ測定用;軸の心合せ試験用 (93)
面積測定用,例.プラニメータ (3)
表面の粗さまたは不規則性測定用 (72)
固体の変形測定用,例.機械的ひずみ計 (59)
国際特許分類[G01B5/00]に分類される特許
41 - 50 / 382
幾何誤差計測システム
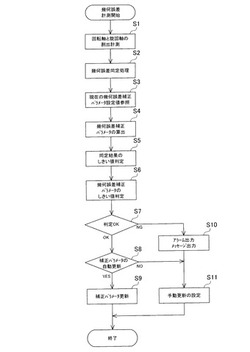
【課題】不適切な幾何誤差に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、きわめて効果的に防止することが可能な幾何誤差計測システムを提供する。
【解決手段】幾何誤差計測システムSは、予め幾何誤差の閾値を設定可能な閾値記憶領域25と、同定した幾何誤差が閾値を上回っている場合にその事態を報知する出力手段32と、幾何誤差設定値を更新記憶可能なパラメータ記憶領域26とを有している。そして、新たな幾何誤差の計測後に、その計測値に、パラメータ記憶領域26に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、新たに計測された幾何誤差あるいは算出された新たな幾何誤差設定値の内のいずれか一方が閾値を上回っている場合には、幾何誤差設定値を自動更新せず、手動による新たな幾何誤差設定値の設定を可能とする。
(もっと読む)
3次元測定機検証用長尺ゲージ

【課題】 構造が簡単で容易に製造することができ、且つ、プローブ先端の向きによる測定誤差の検証にも使用することができる、高精度な3次元測定機検証用長尺ゲージを提供する。
【解決手段】 3次元測定機のプローブが当接する基準測定面となる基準孔1Bが、上面と下面間を貫通して長手方向に沿って複数配列されている横断面矩形状の長尺なゲージ本体1Aと、前記ゲージ本体の下面とこれに直角な一方の側面に突設された複数の支持脚1aとを備えている。これらの支持脚は、前記下面と前記一方の側面のそれぞれの長手方向両端近傍位置と中央位置に、扁平な2等辺3角形の頂点となる配置で突設され、ゲージ本体は、これらの下面または一方の側面の何れかの支持脚で3次元測定機の測定テーブル面に支持される。
(もっと読む)
測定装置
【課題】被測定物を比較的高い精度で簡易に測定でき、製造コストの低減も期し得る測定装置を提供する。
【解決手段】被測定物7を載置するテーブル9が、その中心Aを通る軸線回りに回転できる。テーブル9の前方側に、左右方向で移動する測定器17を有する。測定器17は、前後方向で進退する測定子19を具え、後退状態にある測定子19の先端の接触点20とテーブルの中心Aを通る左右方向の直線との間の距離が所要値に設定されている。測定器17は、左右方向で見た一端側位置22と他端側位置25で、被測定物7の前面12に向けて進行し、後退状態の接触点と被測定物の前面12との間の第1距離D1、第2距離D2を測定する。第1距離D1と第2距離D2が相違する場合は、一端側位置22と他端側位置25における、接触点20と前面12との間の距離が等しくなるようにテーブル9が回転する。
(もっと読む)
歯車の芯ズレ測定方法および芯ズレ測定装置
【課題】歯車の高度な品質を実現するべく、研削工具に対する該歯車の位相のズレ量を正確に判断するために、仕上げ加工の実施前と実行後とにおける、それぞれの歯間隙部の中心線の位置を正確に把握することが可能な、歯車の芯ズレ測定方法および芯ズレ測定装置を提供する。
【解決手段】歯面100bの仕上げ加工が施された歯車100に対して、該仕上げ加工の実施前と実施後との間の歯車100の位相のズレ量を測定する歯車の芯ズレ測定方法であって、歯車100の歯底100cは、前記仕上げ加工によって加工されることなく加工前の形状を維持しており、前記位相のズレ量は、前記仕上げ加工の完了後に、歯車100上の隣接する二つの歯部100a・100aの間隙部について把握される、互いに対向する歯面100b・100b間の中心線である中心線C2の位置と、歯底101bの中心線である中心線C3の位置と、のズレ量によって計測される。
(もっと読む)
載置台、形状測定装置、及び形状測定方法
【課題】予め算出した補正テーブルを変更することなく回転軸の位置補正を簡便に行うことができる、載置台、形状測定装置、及び形状測定方法を提供する。
【解決手段】被検物を載置する載置面が少なくとも1軸を中心として回転可能な載置部と、載置部を支持するベース部と、ベース部に固定されており、載置面の位置を規定する基準部と、を備える載置台である。
(もっと読む)
誤差分布算出方法、形状測定方法、および形状測定装置
【課題】複数の測定プローブを備えたフレーム部に起因する回転誤差を短時間且つ精度良く算出できる、誤差分布算出方法、形状測定方法、および形状測定装置を提供する。
【解決手段】被検物が載置される載置部と、被検物の形状を測定する複数の測定プローブの各々が所定のオフセットだけ離間して取り付けられた測定部と、測定部を互いに直交する2方向に前記載置部上を移動させる移動部と、を備えた形状測定装置における移動部による回転誤差分布を算出する誤差分布算出方法である。載置部上と所定の関係を持った位置に基準部材を配置する配置工程と、測定プローブの少なくとも2つが、基準部材の座標値をそれぞれ測定する測定工程と、各々の測定座標値の差分に基づいて移動部による回転誤差分布を算出する算出工程と、を備える。
(もっと読む)
表面性状測定機の直角度誤差算出方法および校正用治具
【課題】簡易でかつ安価な校正用治具を用いて直角度誤差を簡易にかつ高精度に算出可能な表面性状測定機の直角度誤差算出方法および校正用治具を提供する。
【解決手段】3つの基準球62A〜62Cを校正プレート61に直角に配置した校正用治具60を、テーブル16上に配置し、接触式検出器20によって3つの基準球の中心座標を求め(第1測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ1を算出する(第1角度算出工程)。次に、校正用治具を、同一面内で90度回転させてテーブル上に配置し、接触式検出器によって3つの基準球の中心座標を求め(第2測定工程)たのち、これら中心座標を結ぶ2つの直線の交差角度θ2を算出する(第2角度算出工程)。最後に、交差角度θ1,θ2とからY軸駆動機構17の移動方向とX軸駆動機構48の移動方向との直角度誤差を算出する(直角度誤差算出工程)。
(もっと読む)
3次元表面形状算出装置およびそれを用いた自動施工装置ならびにその方法
【課題】1回の走査で精度よく測定対象表面の3次元表面形状を算出することができる3次元表面形状算出装置を提供する。
【解決手段】3次元表面形状算出装置1は、センサ基台6と、先端に球形状を1方向に移動できる変位センサ2と、原点を定めた3次元空間で平面方程式算出点22を囲む3点の接触点に変位センサ2を接触させてセンサ基台6を移動させる演算部8とを備え、演算部8は、センサ球2の移動距離である変位信号200およびセンサ基台6の原点からの方向ならびに距離を用いて3点の球中心座標を求め、1点の球中心座標から他の2点の球中心座標へ向かう2つのベクトルの外積である法線ベクトルの単位ベクトルに球形状の半径を乗したベクトルを求め、このベクトルを球中心座標に加えて接触点の座標を求め、この接触点の座標が囲む平面方程式を算出する。
(もっと読む)
端子接続部と電極端子の接合部検査装置
【課題】容易に端子接続部(リード)と電極端子の接合部の検査を行うことを可能にするとともに、リベット潰しやネジ止めの不足とワッシャの反りを判別することを可能にする端子接続部と電極端子の接合部検査装置を提供する。
【解決手段】電極体から延びる端子接続部12がワッシャ15を介して締付部(頭部)16によって電極端子6に締付けられることで構成された接合部20を検査するための端子接続部と電極端子の接合部検査装置であって、締付部(頭部)16が当接可能な平面状の検出面30aが形成された締付部位置検出部30、及び締付部位置検出部30の検出面30aの外周縁に設けられ、検出面30aから突出するワッシャ位置検出部31を有するプローブ22と、このプローブ22を検出面30aに直交する方向に進退させる進退機構とを備える。
(もっと読む)
三次元測定機の校正方法および校正治具
【課題】回転テーブル座標系の登録を効率よく行えるとともに高精度が確保できる三次元測定機の校正方法および校正治具を提供すること。
【解決手段】 回転テーブル50の座標系を登録するために、少なくとも3つの角度位置で回転テーブル50の表面の基準点の座標位置を測定する。測定には、接触部61として3つの同径の球体65を有し、支持部62として支柱64および基台63を有し、プローブ17の先端球17Aに対して3つの接点で同時に接触する校正治具60を用いる。測定手順として、回転テーブル50の表面に校正治具60を設置し、プローブ17を校正治具60に近接させ、プローブ17の先端球17Aが3つの球体65と同時に接触した状態での座標位置を読み取る。
(もっと読む)
41 - 50 / 382
[ Back to top ]