
国際特許分類[G01B5/18]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 長さ,厚さまたは同種の直線寸法の測定;角度の測定;面積の測定;表面または輪郭の不規則性の測定 (22,327) | 機械的手段の使用によって特徴づけられた測定装置 (1,646) | 深さ測定用 (27)
国際特許分類[G01B5/18]に分類される特許
1 - 10 / 27
触針式測定装置
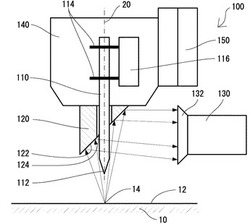
【課題】触針が測定点の直上に位置している状態において測定対象物の表面の測定点を実質的に真上から検知することを可能とする観察手段を備えた触針式測定装置を提供する。
【解決手段】触針式測定装置100において、長手軸線方向に延在する細長い触針110であって、測定対象物10の表面12の所定の測定点14に運ばれて同測定点14に接触するようにされる尖端部112を有する触針110と、該触針110の周囲の少なくとも一部に配置され、表面12の測定点14及び該測定点14の周囲からの光を受光する受光部130と、を備え、受光部130で受光した光に基づき、測定点14に対する尖端部112の位置決めを行う。
(もっと読む)
ボールねじの測定装置および測定方法

【課題】ボールねじナットの内周面の溝形状の検査を容易且つ短時間で行う。
【解決手段】ボールねじナットを回転テーブル22により回転自在に支持するとともに、その回転角度をロータリエンコーダ23で測定し、測定子3をXYZテーブル12により、XYZ方向に移動自在に支持するとともに、測定子3がボールねじナットの方向に移動するX軸方向の変位をリニアゲージ13により測定し、測定子3が上下に移動するZ軸方向の変位をダイヤルゲージ14により測定する。これらセンサの検出信号をもとに、ボールねじナットにおける測定子3の位置座標を演算し、位置座標をもとにボールねじナットの各部の測定を行う。
(もっと読む)
下地材探知具
【課題】探知針の差し込み作業中でも、測定筒体に嵌挿している目盛を指示する測定体が、確実に差し込み深さ目盛を指示し、測定位置の高低にも拘らず測定作業をスムーズに処理できる下地検知具を提供する。
【解決手段】探知針jを出入する針孔を有する筒体a内に一端部が嵌挿し、他端部17が飛出し、且内挿するコイルスプリングの付勢によって押圧される前記探知針jを飛出せしめる測定筒体dを有する下地材探知具において、前記測定筒体dの外周面部13に飛出した探知針jの長さに比例する目盛14を付記せしめると共に、前記測定筒体dに嵌挿する測定体kを嵌挿せしめた。
(もっと読む)
リード構造の算出方法
【課題】
少なくとも一部円筒状の加工品の表面粗さにおけるリード構造の算出方法を提供する。
【解決手段】
少なくとも一部円筒状の加工品の表面粗さにおけるリード構造の、本発明による算出方法では、対象となる加工品の表面領域に、この加工品の軸方向に延び、円周方向に互いに間隔をあけた複数の触針断面が実行され、この場合、触針断面によって得られる測定値に基づいて、リード構造の少なくとも1つのパラメータが算出される。本発明によると、第1触針断面に帰属する測定値に基づいて、リード構造の少なくとも1つのパラメータの推定値が算出され、この場合、少なくとも1つの第2触針断面に帰属する測定値に基づいて、この推定値が補正される。
(もっと読む)
素材小欠陥深さ測定器
【課題】素材表面等の穴欠陥深さ測定において、穴上面の位置を容易にかつ小形の道具で求める測定器を提供する。
【解決手段】穴周辺の健全な円筒面を利用し、欠陥部については穴がない場合に存在する部分的円筒面上にある任意の点を穴上点とし、当該点を通る円弧上にて、同点から等距離にある二点で円筒面に接する二個の磁石4と、二本のピン11を有する蝶番1とからなる機構を利用し、蝶番1中央下部に蝶番1から一定距離を尺3の先端で穴上点と決める。
(もっと読む)
管継手のゴム輪位置の確認装置および確認方法
【課題】一方の管の端部に形成された受口の内部に、他方の管の端部に形成された挿口が挿入され、受口の内周面と挿口の外周面との間でシール用のゴム輪が圧縮されるように構成された管継手における、ゴム輪が規定位置に設置されているかどうかの確認作業を、容易に行うことができるようにする。
【解決手段】本体部22と、本体部22に取り付けられるとともに、受口2の外側から受口2と挿口4との隙間16に挿入されることが可能であり、かつ挿入時にゴム輪10に当たることが可能な挿入片23と、本体部22から突出するとともに、挿入片23が隙間16に挿入されるときに受口2に当たることで、挿入片23の挿入量に応じた量だけ本体部22に入り込み可能な突出ロッド24と、本体部22への突出ロッド24の入り込み量に応じた信号を発生する信号発生手段54とを有する。
(もっと読む)
加工仕上げ面の検査システム及び検査方法
【課題】画像から迅速にビビリマークを評価できる加工仕上げ面の検査システム及び検査方法を提供する。
【解決手段】回転工具により機械加工された加工仕上げ面の検査方法であって、前記加工仕上げ面を観察してビビリマークの有無を判断し、観察によりビビリマークが確認された場合にビビリマークの幅寸法を前記回転工具の回転軸方向で計測し、計測されたビビリマークの幅寸法がしきい値以上である場合にビビリマークの深さが許容値以上であると判定する。その結果、画像より加工仕上げ面の検査が迅速に可能となる。ビビリマークの深さが許容値よりも深い場合には表面の研磨を行い、再度加工仕上げ面の検査を実施する。
(もっと読む)
ピストン点検ゲージ
【課題】ピストンリングの合口の計測、ガス逃がし溝深さの計測、ピストンリングとピストンリング溝の隙間の計測を一つの用具又は治具で計測する。
【解決手段】本尺10の一端部にピストンリング4の合口寸法を計測するための物指し11をT字状になるように軸支し、前記本尺10の外側に本尺の長手方向にスライド可能な副尺12を嵌合し、該副尺の反物指し側にピストンリング溝34とピストンリング4の隙間35およびピストンリング4のガス逃がし溝9の深さを計測するための計測棒13を設けた。
(もっと読む)
へこみの測定方法およびへこみの分類方法
輸送コンテナの表面のへこみを許容可能または許容不可能分類として分類する方法が、許容可能分類に対応する許容可能なへこみの深さ範囲および許容不可能分類に対応する許容不可能なへこみの深さ範囲の少なくとも1つを計算するステップを含む。方法はさらに、へこみの深さを測定装置で測定するステップ、およびへこみを許容可能または許容不可能分類に分類するように、深さを許容可能および/または許容不可能なへこみの深さ範囲と比較するステップを含む。輸送コンテナの表面のへこみを分類する方法は、へこみの深さを測定するステップ、および深さを許容可能および許容不可能なへこみの深さ範囲と比較するステップを含むので、正確かつ繰り返し可能である。へこみを分類する能力によって、輸送コンテナの受取人は、許容可能および許容不可能分類のへこみを有する輸送コンテナを、それぞれ一貫して受領または拒絶することが可能になる。  (もっと読む)
(もっと読む)
穿孔計測器具
【課題】形成された孔の深さと形状を簡単に計測でき、この後のアンカーボルト等の施工を適正に行えること。
【解決手段】アンカー孔に挿入され、アンカー孔の深さを計測する目盛102aを有する所定長さのゲージ102と、ゲージ102を移動自在に保持する中空の保持部101と、保持部101に設けられ、アンカー孔に挿入した状態でアンカー孔の幅方向に突出する付勢力を有する複数の位置決め部材105と、を備える。保持部101からのゲージ102の突出量に応じた目盛102aを見てアンカー孔の深さを計測できる。
(もっと読む)
1 - 10 / 27
[ Back to top ]