
国際特許分類[G01N27/90]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 材料の化学的または物理的性質の決定による材料の調査または分析 (128,275) | 電気的,電気化学的,または磁気的手段の利用による材料の調査または分析 (17,622) | 磁気変量の調査によるもの (1,285) | きずの調査用 (638) | 渦電流を用いるもの (395)
国際特許分類[G01N27/90]に分類される特許
1 - 10 / 395
天然ガス改質器用触媒管の評価方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
金属帯の渦流探傷方法
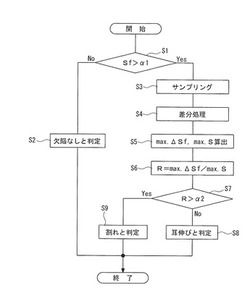
【課題】金属帯に波形の形状不良や耳伸びが発生した場合でも割れなどの欠陥を精度よく渦流探傷することのできる金属帯の渦流探傷方法を提供する。
【解決手段】鋼帯の表層部に発生した渦電流による誘起電圧を渦流探傷センサの二次コイルに発生させて信号処理装置に供給し、信号処理装置に供給された誘起電圧の電圧差の時間的変化を表す探傷信号の周波数スペクトルが二次コイルのコイル間隔を2倍した値に所定値を加えた値以下となるように探傷信号をフィルタリング処理した後、探傷信号の信号出力値Sfを予め定めた第1の閾値と比較し、信号出力値Sfが第1の閾値を超えているときに信号出力値Sfの最大差分値max.ΔSfを求め、探傷信号のフィルタリング処理前の最大信号出力値max.Sに対する最大差分値max.ΔSfの変化率Rを第2の閾値と比較し、変化率Rが第2の閾値を超えたときに金属帯の表層部に欠陥が発生したと判定する。
(もっと読む)
リモートフィールド渦電流探傷システムおよびリモートフィールド渦電流探傷方法

【課題】曲管部におけるノイズを低減して欠陥検出性能を向上できるリモートフィールド渦電流探傷システムおよびリモートフィールド渦電流探傷方法を提供する。
【解決手段】検出コイル203は大径の外側コイル301と小径の内側コイル302を同心軸上で2層構造とし、同構造のコイル303,304を軸方向に2列配置した構造である。2個の外側コイル301,303は相互に差動結線され、2個の内側コイル302,304も同様に差動結線されている。
欠陥が無い場合、行列Aによる変換後のX2・Y2信号はX1・Y1信号と同じになり(ステップ1)、差分演算をすると零になる(ステップ2)。一方、欠陥がある場合、行列Aによる変換後のX2・Y2信号はX1・Y1信号と同じにならず(ステップ1)、差分演算をすると(ステップ2)、X3・Y3信号が出力される。更に行列Bにより欠陥のサイズを示すX・Y信号が出力される。
(もっと読む)
検査装置
【課題】検査手段がより溶接部の形状に倣うことが可能な検査装置。
【解決手段】少なくとも2つの部材を接合する線状の溶接部を探傷する検査装置1であって、基部2と、基部2に対して、溶接部Wに平行な軸線8回りに回転可能に支持されたアーム3,4,5,6,7と、アームに設けられ、探傷手段9を有する検出部19と、アームを回転方向一方側に付勢することによって、検出部19を溶接部Wに密着させる付勢部材25と、を備える検査装置。
(もっと読む)
壁厚検査方法、タービン翼、校正用具および渦電流検出システム
【課題】タービン翼に設けられた孔の位置の検査をより簡単に行えるようにする。
【解決手段】タービン翼900の冷却孔910に棒状磁性体200を挿入して、タービン翼900の表面から渦電流プローブの走査を施して渦電流検出を行う渦電流検出工程の前に、棒状磁性体200を溝に挿入してタービン翼900の壁厚判定基準厚みを有する板材320を介して棒状磁性体200に対して渦電流検出を行うことにより、渦電流プローブ120の校正を行う。これにより、検査者は、渦電流検出を行って容易な判定を行うことで、冷却孔910の位置の検査をより簡単に行うことができる。
(もっと読む)
渦電流探傷方法及び渦電流探傷システム
【課題】曲管部を有する配管の検査を円滑かつ検出性良く実施できる渦電流探傷方法及び渦電流探傷システムを提供すること。
【解決手段】センサ部202にチューブ部204を介して接続されたガイド部201を第1直管部106aの端部から挿入し、ガイド部201を第2直管部106bの端部から取り出し、ガイド部201又はチューブ部204を引っ張ることでセンサ部201を第2直管部106bの端部まで移動させ、第1直管部106aの端部からプローブ101を引っ張りながらセンサ部202により管内面を検査する。
(もっと読む)
ロール表層欠陥検出装置
【課題】圧延ロールの表層に存在するノイズ源の影響を低減し、圧延時の使用に耐えうるリフトオフを確保する。
【解決手段】本発明のロール表層欠陥検出装置は、励磁信号により圧延ロール3aの表層部に渦電流を発生させる少なくとも1つの励磁コイルと、渦電流により誘起された磁束を検出する少なくとも2つの検出コイルとを有するE形センサ6と、2つの検出コイルによる検出信号の差分を差動増幅して差分信号を出力する差動増幅器と、差分信号を励磁信号により同期検波する検波器とを備え、励磁コイルおよび検出コイルは、圧延ロール3aの回転軸方向に配列されている。
(もっと読む)
加工性に優れた鍛接管
【課題】フレア加工などの強加工でも接合部に割れが発生しにくい、加工性に優れた鍛接管を提供する。
【解決手段】加熱炉にて全幅を加熱し、鋼帯のエッジ部を、酸素または空気を吹き付けて酸化熱により昇温するか、または高周波加熱した後、エッジ衝合・鍛接して製造する鍛接管であって、鍛接管接合部の渦流探傷で検出した渦電流を、肉厚を貫通した直径3.2mmのドリル孔を標準欠陥として検出した渦電流に対する百分率で表した渦電流の大きさA(%)が、管肉厚に対する接合部の肉厚方向長さの比(R1)を用いた下記式で表される限界値A1以下になる加工性に優れた鍛接管である。A≦A1=12.5・R1+7.5‥‥<1>
(もっと読む)
渦流探傷装置
【課題】導体の周方向における欠陥の位置または長さを適切に検出することができる渦流探傷装置を提供する。
【解決手段】渦流探傷装置は、検査対象である導体(200)の搬送路(250)に沿って同軸に且つ離間して配置された一対の検出コイル(L1A,L2A〜L1D,L2D)と、一対の検出コイル(L1A,L2A〜L1D,L2D)の各検出コイルによりブリッジの二辺が構成され、ブリッジの平衡が崩れたか否かを示す検出信号を出力する交流ブリッジ回路を含む検出部と、を備え、一対の検出コイル(L1A,L2A〜L1D,L2D)は、当該一対の検出コイルの搬送路(250)側を向く面における周方向の一部に配置される電磁遮蔽体(51〜54)を有する。
(もっと読む)
表面欠陥検出装置
【課題】非連続板状被検材の先端部や尾端部の自重垂れや、反り等に起因した表面欠陥検出精度の低下を抑制することができる表面欠陥検出装置を提供する。
【解決手段】搬送中の非連続板状被検材の表裏面に存在する未開口欠陥を、励磁コイルと2つの検出コイルを有するE型渦流センサを用いて検出する表面欠陥検出装置において、上記E型渦流センサを2つの検出コイルを被検材の搬送方向に向けて搬送方向と直角する方向に複数配列し、これらのE型センサを収納するセンサボックスと、その前後の搬送ロール間に補助ロールを設置してなることを特徴とする表面欠陥検出装置。
(もっと読む)
1 - 10 / 395
[ Back to top ]